台达机电产品在ZP10压片机上的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2007-11-29 0:26:27 来源: 作者: 点击: | |
|
1 引言 由于片剂是口服药剂和保健制剂的基本剂型,因此片剂生产机械是制药工程领域的基础 性专用设备。片剂是由压片机将颗粒状原料压制成片。压片机的生产制造能力标志着一个国家制药工程技术能力。压片机在整个药机行业应用非常广泛。基本上任何制药厂家都会对该设备有很大需求。 2 压片机自动化功能 根据片剂制剂工艺原理,压片工艺的前期工艺是制粒,经过制粒工艺制得的原料颗粒均质有原料药和填料载体(辅料)。压片机的主要用途就是将各种药物与填料载体的原始粉末状的原料,按照需求制成药片。在该设备上能够对压片的厚度、填充厚度、预压厚度、压片力、压片力上限、运行速度、点动速度、速度上限进行设定和显示,能够直观的显示出当前生产产品的规格、质量。方便使用。 压片机主要用于制药工业的片剂生产,同时通用于化工、食品、电子等工业部门,ZP10外观如图1所示。  图1 ZP10压片机外观 3 系统设计 3.1工艺参数设计 工艺参数设计参见表1。 表1 主 要 技 术 参 数 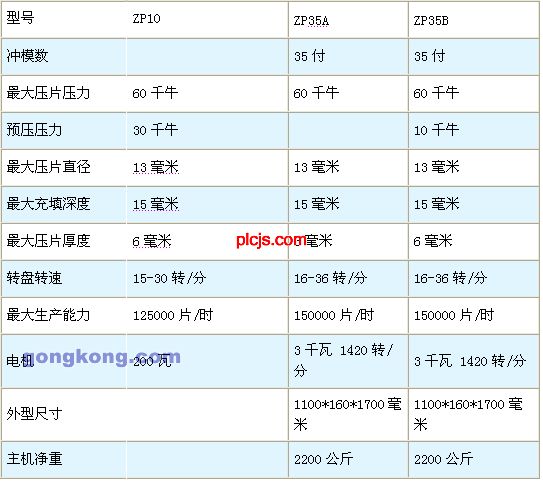 3.2技术方案设计 技术方案设计参见图2。系统基于台达PLC技术平台,外围设备主体包括台达触摸屏人机界面和台达变频器主驱动器。 硬件构成:DOP-57GSTD型触摸屏;DVP-14SS11R型PLC;DVP-04AD-S型模拟量扩展模块;VFD-002M43A变频器。 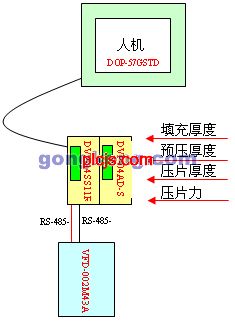 图2 技术方案设计 3.3 自动化工艺原理 (1)通过DVP-04AD-S把标准的0-10V的模拟量信号转化为需要显示的物理量,在触摸屏人机界面上显示填充厚度、预压厚度、压片厚度、压片力。这四个物理量影响生产片剂的质量。因此对于模拟量转换的精度要求比较高。同时在调试时,因为电压信号比较容易受干扰,所以在排线以及PLC在柜内的安装位置要尽量按照电气安装规范进行。 (2)压片传动的转动速度要进行限制。最高转速在人机上设定,最高为30rpm/min。 (3)工艺上要求系统启动有两种方式:正常启动、点动。速度设定都在人机上完成。 速度的给定都是通过RS485通讯的方式给定变频器。 (4)在生产片剂的时候,因为原料及成品的工艺要求的不同,压片力的大小是不一样的。 但是为了保证安全生产。需要在人机上设定压片力的上限值。一旦由压力传感器采样的当前压片力大于压片力上限值的时候,系统自动安全停车。所有动作都复位。 (5)在监控画面上要能够显示当前的运行速度、填充厚度、预压厚度、压片厚度、压片力 等。 (6)系统要求能够对急停动作、压片力超限、变频器故障三项报警进行当前警报的显示, 并且可以对当前警报进行清除,如下所示。  将外部的警报输入点在PLC中转换成PLC内部的位,如上所示从M64-M66连续的三个点。设定采样周期为:1S;最多可存笔数设定为:1020点;设定断电保持;设定当M64-M66为ON时,显示的报警信息内容为:急停已动作;变频器故障;压片力超限。并显示相应的报警画面。 (7)系统不仅能对当前的报警进行显示、清除同时对当前警报能够进行历史记录。具体的实现方法如下:  在人机软件选项—历史缓冲区设定当中读取地址从M64开始;数值单位设定为3;取样周期为100ms;取样点数设定为10;触发源选择由PLC触发;记录时间日期选择YES。在设定时双击空白处,软件会弹出属性菜单,如下图: 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 运动控制器在圆网印花机控制系统中的应用下一篇: 紫金桥组态软件在轴承行业的应用 |