| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-8-27 18:03:55 来源: 作者: 点击: | |
|
福特吉龙车身装配工厂的机器人采用了带有Simatic故障安全PLC以及PROFIsafe功能的安全系统。通过有效地使用Profibus分布式配件,最大限度地减少了离散部件和配线,并使故障诊断变得更容易。正在开发的设备采用了最新的分布式安全CPU,该CPU带有用梯形图语言编写的安全逻辑配置。 真正澳洲制造 Falcon(猎鹰牌)汽车完全由澳洲人自己设计,旨在占领本土市场。 由于新近推出了Falcon(猎鹰牌)汽车,澳洲福特不仅荣获了大量赞誉和业界大奖,更收到了大量订单。BA Falcon于2002年十月推出,装配六缸发动机,是一款大型家用车。该车完全由福特设在维多利亚的工厂自行设计和生产。 车身部件总装生产线设在墨尔本西南部的吉龙。过去吉龙工厂大量使用PLC,而为新型汽车所设计的设备从一开始就选择了面向未来的新型自动化技术和平台。福特过去一直致力于寻找这样一个平台:灵活,简便,易于电气技师管理和发现问题,并且能很好地与包括机器人和阀组在内的第三方部件在 “现场总线”上进行整合。 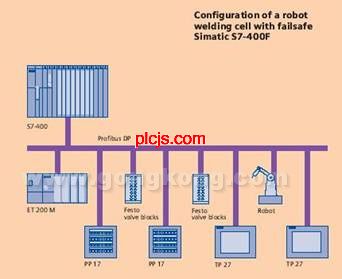 西门子Simatic 通过大量的深入调查研究,总装线的工程师 们最终选择了西门子Simatic系列产品。接下来,他们需要选择安全系统。福特过去一直依赖传统的综合硬件安全技术,但现在决定用新型的具有故障安全功能的S7-400F PLC替代以往复杂的安全电路系统。西门子当地方案提供商ICT、澳洲西门子以及一位来自德国西门子自动化认证中心的专家帮助福特共同完成了这一创新概念的设计。 最终的设计方案非常出色,可整齐划一地应用于待建的六个单元。不但如此,电流接触器、继电器、复杂的布线系统也大大减少。与先前的单元相比,安全性能得到了改善,并且增加了更多安全设施和自动检查功能。这些设施可以维护系统并更安全简便地设定操作。触摸板为操作者提供了更详细的检测信息,使诊断工作更加清晰简便。 机器人焊接单元 车身总装单元对机器人焊接而言至关重要。通常,冲压金属部件在操作平台上被点焊,有时还被机器人送到其他设备接受进一步处理。福特工程师们运用Simatic HMI以及Profibus分布式输入输出技术最大限度地发挥单元设计的优势。机器人界面直接通过Profibus进行传送,使得数据交换变得快捷方便。与设备相连的电磁阀和接近开关通过Profibus上的Festo阀组进行连接。通常操作站使用PP17操作面板实现清晰而稳定的操作者互动,并通过可触摸面板提供产量数据和诊断信息。在较大的单元中,MP370触摸面板在中心位置提供生产数据和诊断信息。触摸面板能输出优质图像,可以显示出钳夹和接近开关的动态状况。这样一来就为操作者提供了清晰的诊断信息。  Intuitive operating screens on the Simatic TP 27 Touch Panels 来自焊接装置上的MP370触摸面板的菜单显示 单元的自动化系统受控于标准(非故障安全)S7-400F内的梯形图语言代码,并与机器人内嵌的程序紧密互动。福特根据进程需要对机器人进行编程,并与负责监控的PLC设备保持紧密联系。通过与福特的通力合作,ICT已经为大多数场合设计了标准的控制代码。福特的工作人员已经在内部实现了这些操作代码。 安全系统 安全系统对于所有单元而言至关重要。一般来讲,每个单元都有围墙保护。人工装载部件的操作台都有轻型防护装置,此外还有一个双手控制装置,可以在操作之前把部件夹紧。与此同时,轻型防护装置会保护操作区内的操作者。机器人底部开关监控机器人的动向,以确保当机器人在某处工作时能顺利操作另一处设备。防护装置还可以保护升降机,确保成型部件都通过升降机卸载到托盘上。 系统会根据防护装置、出入门和紧急停止设备发出的信号在机器人,设备电磁阀,伺服转盘驱动以及螺线空气排放阀门等处采取安全互锁定操作。出入门上的电气锁也由PLC控制。 所有这些安全功能均由具有故障安全功能的PLC,S7-400F实现。使用相关软件简化了系统配线,并使安全逻辑更加出色。同时,过去在硬件系统上无法实现的一些新维护功能现在也已变为现实。触摸面板清楚地显示安全系统的详细信息和精确到点的诊断信息。这样,不再需要操作员通过PLC检查故障,维护工作大大简化。ICT测试并完成了PLC上的“故障保护”代码,福特也大力参与了系统配置和软件结构的过程。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 桥壳焊接生产线中的机器人系统 下一篇: 施耐德电气为轮胎成型机提供解决方案 |