| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-8-27 18:03:55 来源: 作者: 点击: | |
|
随着汽车制造技术的发展,焊接产品制造的自动化、柔性化与智能化成为必然的发展趋势。焊接机器人由于具有通用性强、工作可靠的优点,越来越受到人们的重视,目前,机器人系统已在轿车生产中得到广泛应用。某汽车生产集团与唐山松下产业机器有限公司共同开发的桥壳生产线,完全替代了其原有的手工生产线,成为目前国内自动化程度最高的桥壳生产线之一。 生产线机器人系统的构成 该生产线主要用于轻型卡车车桥桥壳的生产,在选择生产线设备时,需要考虑的主要内容包括: 1、提高生产效率,满足用户生产要求,达到预期产量。 2、生产线柔性化,可实现短时间内在多个产品类型之间快速切换。 3、以高度自动化降低工人劳动强度,改善工作环境。 4、提升产品品质,增加用户产品在同行业内的市场竞争力。 在生产线中主要采用了“Y”形焊缝/三角板内焊缝焊接机器人工作站、机器人等离子切割工作站和弹簧座/减震器支架/法兰盘焊接机器人工作站。 机器人工作站 1、“Y”形焊缝/三角板内焊缝焊接机器人工作站。 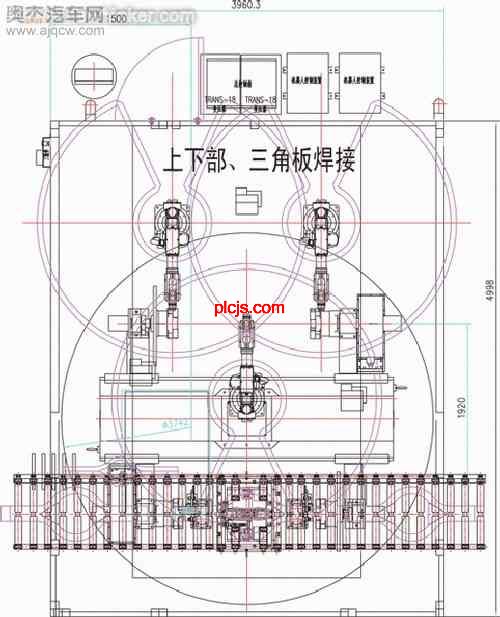 根据桥壳“Y”形焊缝/三角板内焊缝的分布特点,采用三机器人同时施焊,这样可以有效控制焊接变形,并在很大程度上提高生产效率。该机器人工作站采用自动上、下料。作业时,待焊工件由自动输送线流入相应的位置,装卸工件处自动对中定位装置将其定位、举升分中装置分中并举升、电动卡盘夹紧,分中装置放松、举升装置落下,水平回转工位变换装置180°变位,将工件送入到焊接工位(同时将已焊接完成的工件送出到装卸位置),三台机器人系统开始自动焊接,上面“Y”形焊缝焊接完成后,气动翻转180°,三台机器人系统开始自动焊接另一面“Y”形焊缝。焊接结束后,水平回转工位变换装置再次180°变位,将工件送入到焊接工位轴向定位及举升装置举升并分中、电动卡盘松开,轴向定位及举升装置落下并退回,工件落在动力滚道上,由动力辊道后段将其送出工作站。同时,待焊工件由自动输送线流入相应的位置,开始进入下一循环。 2、机器人等离子切割工作站。 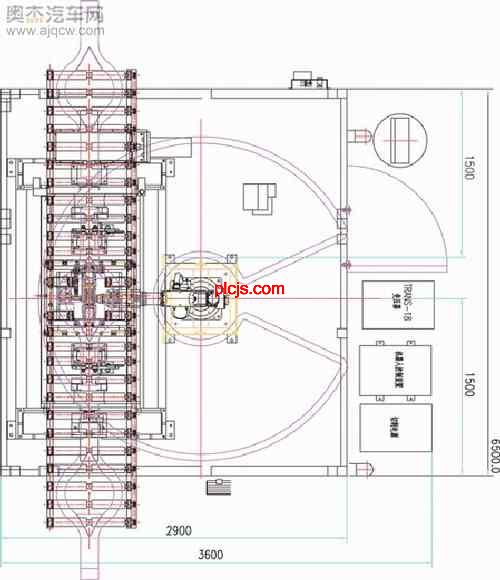 采用机器人空气等离子切割机代替传统的手工火焰切割,切割速度快、切口表面光滑、垂直度好,切割效率有大幅度提高。该机器人工作站采用自动上、下料。作业时,待割工件由自动输送线流入相应的位置,自动对中定位装置将其定位、举升分中装置分中并举升、电动卡盘夹紧,分中装置放松、举升装置落下,机器人切割系统开始自动切割,上面切割完成后,气动翻转180°,机器人切割系统开始自动切割另一面。切割结束后,轴向定位及举升装置举升并分中、电动卡盘松开,举升分中装置退回并落下,壳体落在固定滚道上,由人工将壳体从固定滚道滚入线外, 一个循环结束。 3、弹簧座/减震器支架/法兰盘焊接机器人工作站。 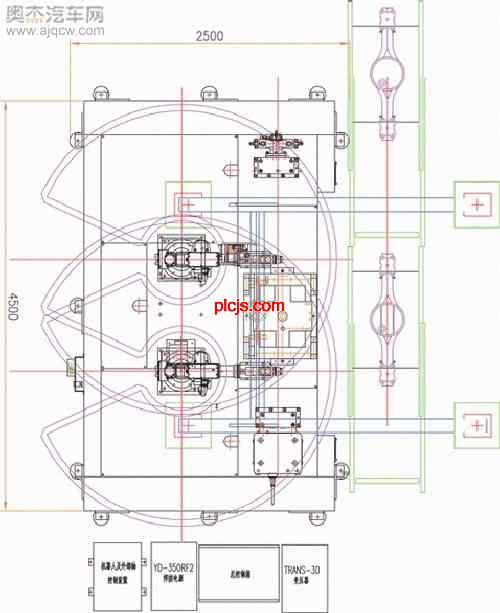 根据该工件焊缝布局,采用双机器人同时焊接,可有效提高焊接效率、保证焊接质量。该机器人工作站采用自动上、下料。作业时,待焊工件由工装板自动输送线流入相应的位置,移载机将工装板上壳体夹持住并移到焊接夹具上,夹具自动分中并两端定位,夹紧两端,双机器人系统开始自动焊接。焊接结束后,夹具松开,分中装置退回,移载机夹持住壳体并移载到工装板自动输送线相应的位置,经检测开关确认后,工装板自动输送线移动并输送至下一工序,一个循环结束。 电器控制系统 1、采用日本三菱FX2N系列作为控制核心; 2、系统配有人机交互界面(触摸屏为PRO FACE),能够完成工作类型选择、运行状态显示、系统信息显示、手动控制系统、紧急停止、报警解除等操作; 3、具有保护气压力异常、PLC异常等异常情况的声光报警功能; 4、主要由系统控制柜、操作盘(触摸屏)等构成。 为了保证系统稳定可靠,PLC采用I/O与机器人进行信号交互和对系统夹具的控制,避免了外界干扰带来的影响。 机器人焊接与切割系统 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 如何利用可编程器件设计车用显示系统 下一篇: 福特车身装配线上的全新安全技术 |