| |
|---|---|
| (点击题目 可以在互 联 网中搜索该题 目的相关内容) 日期:2007-7-2 0:30:19 来源: 作者: 点击: | |
|
【摘要】本文详细地介绍了在某典型水厂工程项目中,应用施耐德电气自动化产品对水厂工艺设备实现监控的解决方案。 【ABSTRACT】:This paper introduces the solution in detail that Automation products manufactured by Schneider Electric is used to monitor and control the process devices of a certain typical waterworks. 【关键词】DCS,PLC,上位机,以太网,冗余 【KEY WORDS】:DCS,PLC,HMI,ETHERNET,REDUNDANCY 一、概述 随着计算机技术、通讯技术以及控制技术日新月异的发展,控制厂商得以研发、集成越来越先进的控制系统,为过程控制提供多种可选择的解决方案。水处理行业为了适应整个社会日益强烈的减员增效、信息化运作的发展趋势,对其过程控制也提出了越来越高的要求。越来越多的现代化水处理企业在采用当今最先进的水处理工艺设备的同时,广泛采用最先进的过程控制系统如DCS或者PLC以实现生产过程的有序、高效。 笔者就职的国电南瑞科技股份有限公司(简称:国电南瑞)是一家业界著名的高科技股份公司,主要从事电网监控、电力市场、配电网管理、变电站监控、火电厂监控、轨道交通控制以及市政环保监控等领域的技术研究、软件开发、设备制造、系统集成和工程服务。 本文介绍国电南瑞应用Schneider电气自动化产品为一大型现代化水厂提供的过程控制解决方案。 二、工艺描述 水厂位于中国西北地区一重化工基地,承担向整个重化工基地提供满足要求的工业用水和生活用水,设计规模40万m3/d,工艺流程见下图: 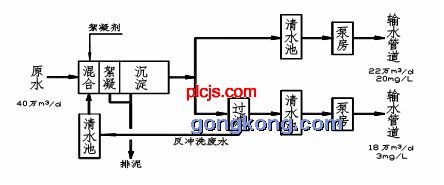 图1 下面介绍水厂主要工艺系统。 1、进水泵房 进水泵房规模为40万m3/d。通过轴流泵提升来自水库的原水,当水库蓄水为正常水位时,来水直接通过进水泵房自流进入配水井;当水库蓄水水位较低时,来水无法自流进入配水井,此时需要启动轴流水泵提升来水进入配水井。 2、配水井 配水井规模为40万m3/d。采用溢流堰配水,来水通过溢流堰均匀配水后分别输送到4座沉淀池。为防止水库中细小物质、浮游生物等进入水厂,配水井中设有拦污格栅。 3、折板絮凝斜管沉淀池 折板絮凝斜管沉淀池2座,每座池规模为20万m3/d,每座池又分为独立两组,每组设计规模为10万m3/d。沉淀池为水厂的核心工艺系统,包含了水厂的核心工艺:混合、絮凝和沉淀。 4、滤池 水厂采用V型滤池作为水处理过程中过滤核心工艺的生产系统。该工艺系统还包括滤池反冲洗系统。V型滤池每座池设计规模为10.0万m3/d,正常运行9.0万m3/d,每座池分为8格,双排布置。 5、清水池、吸水井、送水泵房 清水池2座,单池有效容积为10000m3;吸水井1座,设计规模40万m3/d,分为完全独立的两格,设手动闸板连通,正常运行时各自独立运行;送水泵房1座,总设计规模40万m3/d,分为2部分,其中沉淀后水送水规模为22万m3/d,滤后水送水规模为18万m3/d,泵房均匀供水,两套系统各设5台卧式离心水泵,4用1备。 6、加药间、储液池 加药间、储药池为水处理核心工艺絮凝沉淀的加药而设置,包括固体药剂储藏区、投配池以及絮凝剂投加系统等。该部分主要工艺设备包括:原液提升泵、搅拌机,以及投配池进出口阀门和计量泵等。 7、回收水池 回收水池1座,40万ton/d规模。主要工艺流程为:滤池反冲洗废水、沉淀池排泥水经回收水池处理,上清液采用潜水泵抽送至配水井,与原水充分混合流入混合池后充分利用;回收水池内设有搅拌器以防止污泥沉淀。 三、施耐德解决方案 自动化系统解决方案采用施耐德电气自动化产品,包括其高端PLC产品MODICON QUANTUM系列,HMI产品XBT触摸屏。 根据水厂的工艺流程,结合DCS和PLC的工程经验,按照功能相对集中和工艺系统相对位置靠近的原则,将整个水厂水处理工艺流程分成四个相互独立的控制站,按照功能分别叫做:进水泵房控制站,加氯加药控制站,滤池控制站,送水泵房控制站。为了提高整个自动化系统的可靠性,四个控制站PLC系统均采用了QUANTUM热备配置。 |
|
|
上一篇: 威控科技灌区闸门远程自动化控制系统 下一篇: 泵站集水井PLC自动控制系统的设计与应用 |