| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-8-4 23:32:03 来源:中国自动化网 作者: 点击: | |
|
1 引言 由莱钢集团自主设计、开发的50吨氧枪顶吹转炉系统于2002年10月正式投产。该系统由转炉本体、汽包汽化和煤气回收3部分组成,过程控制采用电器控制、仪表控制和计算机自动控制三电一体化实现,提高了控制的安全性和可靠性。其中计算机自动控制系统由1台工程师站,2台操作员站,3台西门子S7-400可编程控制器组成,通过Profibus现场总线实现数据传递。 2 工艺过程 转炉系统主要完成将铁水和废钢冶炼成钢水,同时将冶炼过程中产生的煤气和水蒸气进行回收再利用。转炉主体设备主要包括炉体、炉门、烟罩、倾动机构、氧枪升降机构、氧枪横移机构、称重装置、上料装置、冷却装置等组成,其中氧枪有两套,靠衡移小推车转换,实现互为备用。 装料时炉门打开,烟罩提升,装料完成后,炉门关闭,烟罩下移。冶炼过程中,氧枪下降,从炉体顶部向炉内吹氧,或加合金料以改善钢水成分。出钢时,氧枪上升,倾动炉体,钢水由钢包车运至精炼炉精炼。炼钢过程中,氧枪和烟罩通过循环冷却水降温,产生的汽包蒸汽经加压后送用户使用;风机将烟罩内气体吸出,经煤气回收后放散到大气。 3 自动控制系统构成 转炉自动控制系统采用3台SIMATIC S7-400-414-2 PLC 主站分别完成实现转炉本体控制、汽包汽化和煤气回收及风机控制,其配置主要有主机架、扩展机架、电源、CPU、接口模块、通信模块,以及数字量和模拟量输入/输出模块等。3台主站之间通过以太网完成数据通讯。汽包汽化和煤气回收PLC主站共下设2个ET200-M远程从站,通过工业现场总线Profibus-DP完成主从通讯。1台工程师站用于完成系统的开发设计,2台操作员站完成整个生产过程监控。自动控制系统构成如图1所示。 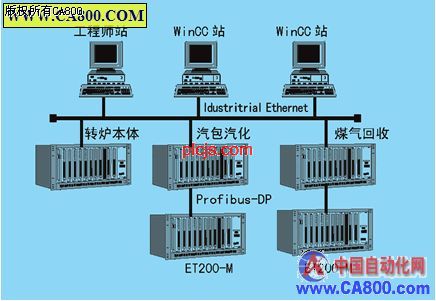 4 自动控制系统控制方式和功能 整个转炉系统的自动控制由PLC控制程序完成,通过开放的Profibus-DP现场总线连接各个部件,构成分布式控制系统,实现顺序逻辑控制、联动联锁控制、以及信号传输、报警和数据采集等,同时设有人工紧急停车处理按钮。 4.1 工程师站 基于SIMATIC STEP7编程软件的工程师站,完成3台PLC主站系统的硬件组态、地址和站址的分配以及用户程序的设计开发和调试工作。程序设计采用模块化、结构化编程,应用OB、FC、FB块和相关数据块DB组成整个控制系统,并且在软件设计中采用了抗干扰措施。 4.2 操作员站 操作员站作为整个系统的人机界面,采用通用工业PC,配置SIMATIC WinCC画面组态监控软件,通过以太网实现对现场设备的过程监控。WinCC能实现过程数据动态显示、参数设定、操作控制等功能,并具有过程信息归档、报警信息顺序显示、报表打印等功能,具有很强的实时行。 4.3 转炉本体PLC主站 转炉本体PLC主站主要完成炉前的炉门动作和炉体的倾动操作,炉后倾炉和出钢钢包车、出渣渣车操作,烟罩的升降操作和冷却水流量、压力联所控制,氧枪的升降操作和氧枪定位及冷却水流量压力联所控制,氧枪横移换枪操作,上料称重和进料操作,并完成转炉水冷烟罩、水冷炉壁、水冷氧枪等水冷系统48个测温点温度变化的实施数据采集以及冷却水系统压力、流量等实时数据采集监视和超限及事故报警。通过以太网实现PLC和操作站之间的实时数据传送,由人机界面完成生产过程监控。 4.4 汽包汽化PLC主站 汽包汽化PLC主站设置有1台Profibus-DP远程控制从站ET200M。主站主要完成对冶炼过程中产生蒸汽的压力、流量、温度检测,控制加温水槽水位,控制送出热水的流量、压力、温度等,并由操作站对过程信息进行实时监控。从站主要完成液压泵站主、辅液压泵的切换和运行控制,对高压液罐和气罐的液位和压力控制,对空气压缩机的控制,对主液箱和回液箱的液位自动控制以及液压介质自动温度控制。 本新闻共2页,当前在第1页1 2 | |
| 上一篇: ControlLogix系统在国内炼钢转炉生产中的应用 下一篇: 基于PLC、触摸屏、变频器的煤粉计量控制系统 |