基于PLC的液压伺服比例阀在无缝钢管生产过程中的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2007-5-29 0:03:25 来源:本文摘自《PLC&FA》 作者: 点击: | |
|
1 引言 2 三辊抱芯功能简介
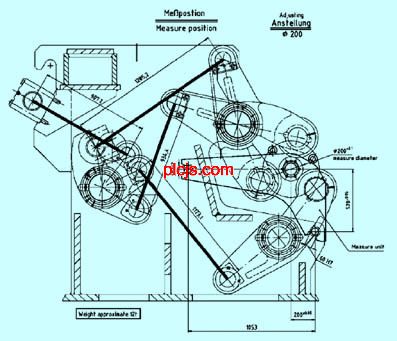
图1 三滚抱芯的机械结构图 三个导辊按照120o分布,其中下面两个导辊,上面一个导辊,三滚的内切圆直径即为其导向物料的外径。三个导辊由同一个液压缸控制,油缸的动作通过一系列的机械机构可以同时改变三个导辊的位置,(三辊的内切圆直径)。一般根据工艺不同,穿孔区一般安装6组三辊抱芯装置,每个三辊抱芯前有2对热探。 3 三辊抱芯控制
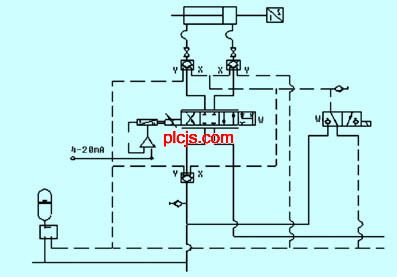
图2 液压伺服比例系统 (2)用液压伺服比例阀进行控制,这种控制方法能很好的保证三辊抱芯的精度,一般误差都可以控制在0.5-1mm,此外如果采用单独的液压站来驱动6个三辊抱芯,系统压力比较稳定的情况下,其动作时间也能控制在0.5s内。更换轧钢规矩的时候,仅仅需要从HMI改变参考位置,节省了大量的时间。液压伺服比例系统的控制如图2所示。伺服比例阀通过自带的集成线性放大器,可以连续地调节伺服比例阀的开度,这是与普通液控阀的最大不同。由于伺服比例阀的开度是连续可调的,因此供给油缸的流量也是连续可调节的。这样就实现了对油缸的速度、推力的连续调节和控制,保证了三辊抱芯的位置总是在参考的位置范围内。
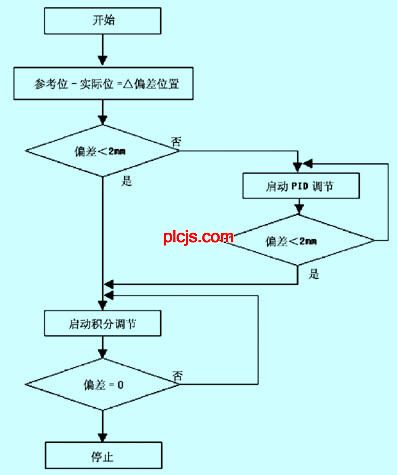
图3 液压伺服比例系统控制调节流程图 (1)将标准管1(直径已知)放入三辊抱芯内,手动将三辊抱芯抱紧标准管。在次状况下,可以得到内置位移传感器的输入信号-X1,标准管的直径已知-Y1。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 某钢厂电气及自动化系统网络设计方案下一篇: 唐钢2560m3高炉炉顶压力的控制 |