| |
|---|---|
| (点击题目 可以在互 联 网中搜索该题 目的相关内容) 日期:2007-10-27 9:45:49 来源: 作者: 点击: | |
|
1.简介 我厂安装的是一套高速线材生产线,在粗中轧机之间配有一台飞剪。其工作是否正常,将对生产产生很大的影响。主要功能就是根据工艺的要求,对行进中的轧件进行切头和切尾,并在事故状况下对轧件进行碎断剪切。该飞剪是离合器制动器式,有4片(两对)剪刃,剪刃中心距630mm,宽度180mm。机械装置传动比为7.6:l,由独立的润滑泵供油,最大剪切截面2450mm2,剪切轧件最低温度900℃,剪刃线速度0.8—4.8m/s,轧件速度0.7—4.2m/s,切头尾长度200mm,碎断长度989mm。由一台60kW直流电机驱动,电机最高转速1400rpm。其动作过程为:当控制系统发出剪切命令时,制动器打开,离合器吸合,剪刃离开零位,开始运动,剪切轧件,当剪刃到达停止位时,离合器释放,制动器动作。最后剪刃停止在零位,为下一次剪切作准备。 2.飞剪控制系统的构成 飞剪控制系统原理如图1所示。 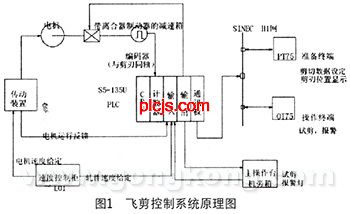 其剪切动作由一台SIEMENS S5-135UPLC控制,上位机与PLC S5—135U之间采用SINEC H1工业以太网连接,主要完成功能:切头,切尾和碎断。 PLC硬件配置:CPU 928B板、高速计数板IP242A,以及一定数量的数字量输入/输出模板,模拟量输入/输出板和SINEC HI通讯卡CPl43。 其中高速计数板在剪刃位置的控制中起到了关键作用。该计数板为一智能模板,可不依赖CPU928B而独立运行,它共有7个计数通道。在系统启动时,通过CPU软件,可根据需要分别设置成不同的计数方式。另外,在其内部还提供了1MHz的计数脉冲,可用于测量每个程序周期的循环时间,进行轧件的跟踪计算。 在剪刃轴上,装有一编码器,用于检测剪刃的实际位置。 机旁操作箱上装有一些测试按钮和信号指示灯,如剪切测试按钮、定位按钮、EMG按钮及信号灯。 通过上位机PT75(准备终端)对剪切参数进行设定,包括切头使能、切头长度、切尾使能、切尾长度、轧件速度修正使能及预设定修正系数。这些数据通过SINEC H1网送到PLC中。另外,有关的剪切状态数据送回显示,如剪切后剪刃的实际停止位和剪切速度。在操作终端OT75相关的显示画面上,可通过颜色的变化来反映飞剪的工作状态是否正常,包括编码器的脉冲计数状态等。还可以点击相应的图标,发出试剪切命令。 3 飞剪控制原理 根据轧件的速度、设定的剪切长度以及飞剪的动作特性数据,控制飞剪的起停。本飞剪为双剪刃,每次剪切,剪刃转过180度。飞剪驱动电机的速度基准由速度控制系统给出,并随轧线一起级联变化。 3.1 轧件的跟踪 经过飞剪的轧件速度是由轧线速度控制系统根据CV50飞剪上游机架电机光电码盘检测到的转速信号,结合该机架的减速箱传动比及轧辊的工作辊径计算得出,经转换通过16位开关量输出、一路频率与速度相关的脉冲信号以及一路0-10V的模拟量信号送往CV50剪切控制PLC系统。在那里可根据需要决定选择使用那个速度基准。这样给系统的组织带来了一定的灵活性,且在某一路信号故障时,可由PLC内部程序判断并自动切换使用另一路信号。通过高速计数器,对其内部提供的1MHz频率的脉冲进行计数,并实时读取计数值,可获得控制程序在每个周期的循环时间,结合修正后的轧件速度,就能得到每个程序循环周期内轧件在飞剪区域的行程。根据飞剪前的热金属检测器HMD的检测信号,就可以对轧件的头尾进行实时跟踪。 3.2 轧件的剪切控制 通过对轧件进行精确跟踪,根据轧线上安装的HMD信号及剪切长度设定值,启动飞剪剪切(见图2) 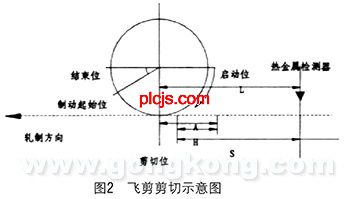 1)当飞剪前的热金属检测器测量到轧件头部信号时,记下此刻的轧件跟踪计数器计数值,以后将该值与轧件计数器值相比较,就能得到轧件头部到HMD的距离S,当S=L-A+H时,开始启动切头动作,制动器离合器线圈得电。其中:L为HMD到剪刃交叉点的距离。A为切头时,剪刃从启动点到交叉点时,轧件所走过的距离(即剪切提前量)。H为设定的切头长度。 |
|
|
上一篇: 采用TD3100变频器实现的高精度定位控制的几种方法 下一篇: 基于台达PLC的制袋封切机控制系统 |