| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-1-2 21:43:24 来源: 中国自动化网 作者: 点击: | |
|
1 引言 随着棒材轧制线自动控制的不断提高,轧制速度越来越快,工艺要求也越来越高,实现轧制工艺的双线切分轧制后,成品包装成为棒材生产线的一个瓶颈问题。传统的包装台架,效率低下,自动控制程度低,几乎全是人工操作,已经不能适应快节奏的生产需要,因此提高成品包装的速度和改善成品包装的质量,成为整个轧制生产线亟待解决的问题。在实际的生产过程中,常常出现前面的轧线一切正常,却由于包装台架包装节奏慢,造成堆钢和堵钢,最终制约前面所有的工序。 项目依据工艺的需要,结合生产的实际,采用成熟的自动控制技术,实现全自动控制。新的包装系统采用液压传动和机械传动相结合,辊道、链子等控制采用无触点开关柜和变频控制,现场采用接近开关和对射光电等检测元件,实现PLC逻辑控制,在操作台上实现画面监控、交接班记录、历史曲线、包装支数和适时报警等控制功能,同时实现自动称重功能。通过实践应用,采用自动控制技术的新包装台架,实现了自动计数,自动移钢,短尺剔除,钢捆称重,自动夹紧等控制工艺,从而结束了人力包装的时代,适应了快节奏的轧线生产要求。实践应用以来取得了明显的经济效益。 2 工艺流程 在棒材生产线,成品棒材经过冷床区域冷却,再经过冷剪定尺剪切,进入包装台架输入辊道控制区,从而进入包装台架区域。整个包装台架依据工艺划分为三个部分:入口区、中心区和出口区。下面对三个区域的工艺流程加以说明: 2.1入口区域 主要工艺说明:当钢进入包装台架,从辊道上由“移钢台架”移到一级和二级移钢链上,如果有短尺钢,当钢移到“短尺剔除辊道”上时,“剔除电磁铁”得电吸起标尺钢材,“剔除辊道”开动将短尺钢移到短尺辊道区域,再经“剔除翻钢”将其移走。入口区域结束。其中“移钢台架”的动作原理(如图1:移钢台架动作周期),从原位上升,前进,到前位,再下降到低位,后退到原位;“一级链”上可以设定把数(一般设计1-4把);在“二级链”的链轮上设定计数拨轮,用于准确计数,并且“二级链”具有高位和低位限位。 注释:在工艺控制部分,涉及到控制元件的术语加双引号突出,以利于理解和叙述。下同。 2.2中心区域 主要工艺说明:钢从入口区的“二级链”移到“三级链”,其中“三级链”由“液压马达”实现加速控制,使叠加的钢材在“三级链”上散开,确认钢材是否有短尺,同时确认钢材的支数;“三级链”把钢材移到“分 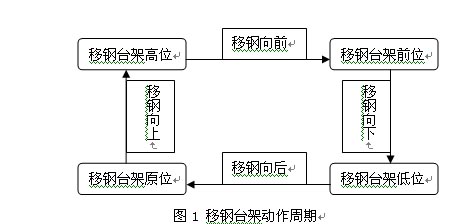 离臂”处,“分离臂”接近开关感应使“分离臂”上升,同时“分离轮”转动,把钢材移到“上收集臂”上,由对射光电判断“上收集臂”有钢;到一把的钢支数后,“下收集臂”上升,“上收集臂”下降,把钢移到“下收集臂”上,由对射光电判断“下收集臂”有钢,“下收集臂”下降,把钢放到“收集辊道”上,中心区结束。 2.3出口区域 主要工艺说明:钢从中心区移到在“收集辊道”上,“收集辊道”开动,由“撞齐档板”把钢撞齐,此时有对射光电判断钢在“收集辊道”上,依据工艺要求,“收集辊道”设计有9米和12米档板和立式夹送辊;钢在“收集辊道”上经过撞齐,移送到“打捆辊道”,此时有四个“液压成型器”,夹紧将钢打捆;由对射光电判断打捆结束,“打捆档板”下降,把钢移送到“称重辊道”上,延时称重;由对射光电判断称重结束,降下“称重档板”,把钢移到卸“载辊道一段”和“卸载辊道二段”,有“撞齐档板”撞齐,同时对射光电判断“卸载辊道”有钢;“卸载链”上升,上升到高位,向前移动钢捆,移动到“存储链”,“存储链”可以存储3-4捆钢,出口区结束,参见图2:工艺流程图。 3 控制系统设计 为实现包装台架的自动控制,新的包装工艺控制使用了一台西门子S7-300作为逻辑控制,使用Intouch软件通过工业以太网通讯实现报警、监控和控制,其中还应用了液压传动和变频技术控制辊道鼠笼电机,无触点开关柜控制链条和部分辊道。(附图3:控制框图) 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 罗克韦尔自动化GuardLogix安全控制器在新型涂装机器人中的应用 下一篇: PLC在贴箱机中的应用 |