| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-8-16 23:55:32 来源:中国自动化网 作者: 点击: | |
|
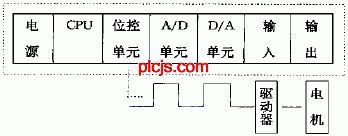
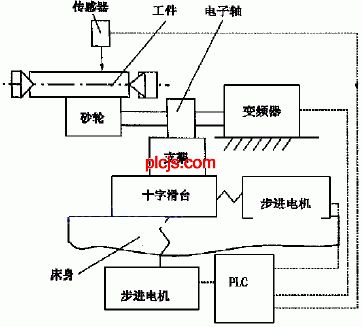
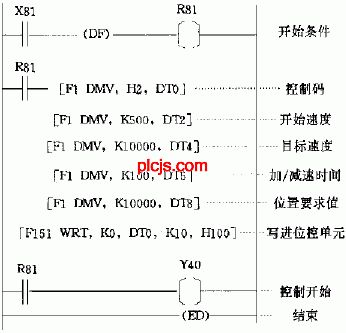
当今世界上精密加工技术发展很快,新的加工方法和设备层出不穷,计算机的广泛应用使精密加工技术更为普及和多样。实现精密和超精密切削加工有三种方法:(1)采用和研制高精度加工设备;(2)采用新的切削工具材料;(3)利用加工与测量控制一体化技术。前两种方法成本较高,而后一种方法成本较低,具有广阔的前景。在后一种方法中,除了要保证刀具的精度、夹具的精度以及测量精度外,还有一项重要内容就微进给机构的精度及其控制精度。笔者在控制精密磨削的研究中,利用步进电机带动滚珠丝杠作为进给机构,在滚珠丝杠确定后,步进电机的控制精度成为了主要矛盾。 1、步进电机的控制 步进电机在不失步的正常运行时,其转角严格地与控制脉冲的个数成正比,转速与控制脉冲的频率成正比。可以方便地实现正反转控制及调整和定位。由于步进电机和负载的惯性,它们不能正确地跟踪指令脉冲的启动和停止运动,指令脉冲使步进电机可能发生丢步或失步甚至无法运行。因此,必须实现步进电机的自动升降速功能。为了实现速度的变化,输入的位移脉冲指令相应地要升频、稳频、和降频些脉冲序列,可以由脉冲源加专用逻辑电路来产生,也可以由微型计算机产生。对于脉冲源加逻辑电路构成的控制器来说,控制逻辑是固定的,即控制电路一经固定,其控制逻辑也就固定了。 如果要改变控制逻辑和控制方案,必须改变电路结构和元件数,而使用计算机控制,不必改动硬件电路,只要修改程序,就可以改变控制方案。且可以从多种控制方案中,选取一种最佳方案进行控制和调节。也可以用同一套系统对不同控制方案的多台步进电机同时控制。利用计算机控制的形式也很多,本文介绍PLC位控单元对步进电机的控制。 2、PLC系统组成及位控单元的工作原理 本研究所利用的PLC系统的组成包括如下七大模块:电源,CPU,位控单元,I/O单元,A/D,D/A单元,如图1所示。其中位控单元的主功能是当步进电机(或伺服电机)与电机驱动器联结时,输出脉冲序列控制电机的转速与转角。进给机构可以是2轴型,也可以是4轴型。本文采用的是前者,即滚珠丝杠的横向进给与纵向进给,如图2所示。具体地说,位控单元实现速度以及位置的控制方法有多种,如E点控制(单速度控制),如图3(a)所示;P点控制(多级速度控制);线性加/减速和S型加/减速,(a),(b)为线性加/减速,S型如。除此之外还有绝对位置控制和相对位置控制等。表1给出了E点控制不同模式的控制码(P点与其相同)。
表1 E点(P点)控制码
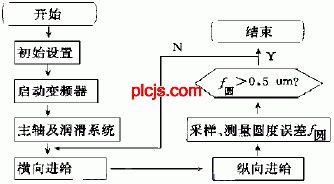
3、磨削加工PLC控制原理
本新闻共2页,当前在第1页1 2
|
|
| 上一篇: PLC与单片机在焊接机控制中的应用 下一篇: 基于中达电通自动化平台的车铣复合加工机床解决方案 |