| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-3-25 0:27:04 来源:佳工机电网 作者: 点击: | |
|
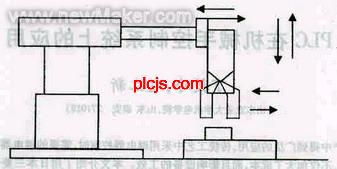
摘要: 机械手在工业生产中得到广泛的应用,传统工艺中采用继电器控制时,需要的继电器多,接线复杂,因 此故障多,维修困难,费时费工,不仅加大了成本,而且影响设备的工效。本文介绍了用日本三菱公司生产的F1/F2 系列可编程控制器,根据机械手的运动规律:左/右、上/下、夹/松等进行软件编程。实现了手动操作,即:用按钮操 作,对机械手的每一种运动单独进行控制;自动操作包括单步、单周期和连续操作。另外,对右工作台有工件的特 殊情况进行了处理。采用梯形控制直观易懂,为电气人员所熟悉;采用PLC控制使接线简化,安装方便,而且保证 运行的可靠性,减少维修量,提高了工效。 关键词:可编程控制器;继电器;机械手 1机械手工作原理 1.1机械手动作原理及示意图 机械手动作示意图如图1所示。其全部动作由汽缸驱动,而汽缸又由相应的电磁阀控制。其中,上升/下降和左移/右移分别由双线圈两位电磁阀控制。下降电磁阀通电时,机械手下降;下降电磁阀断电时,机械手下降停止。只有上升电磁阀通电时,机械手才上升;上升电磁阀断电时,机械手上升停止。同样,左移/右移分别由左移电磁阀和右移电磁阀控制。机械手的放松/夹紧由一个单线圈(称为夹紧电磁阀)控制。该线圈通电,机械手夹紧;该线圈断电,机械手放松。 当机械手右移到位并准备下降时,为确保安全,必须在右工作台上无工作时才允许机械手下降。也就是说,若上一次搬运到右工作台上的工件尚未搬走时,机械手自动停止下降。
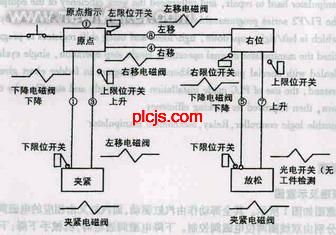
机械手的动作过程如图2所示。从原点开始按下启动按钮时,下降电磁阀通电,机械手开始下降。下降到底时,碰到下限位开关,下降电磁阀断电,下降停止;同时接通夹紧电磁阀,机械手夹紧,夹紧后,上升电磁阀开始通电,机械手上升;上升到顶时,碰到上限位开关,上升电磁阀断电,上升停止;同时接通右移电磁阀,机械手右移,右移到位时,碰到右移极限位开关,右移电磁阀断电,右移停止。此时,右工作台上无工作,则光电开关接通,下降电磁阀接通,机械手下降。下降到底时碰到下限位开关下降电磁阀断电,下降停止;同时夹紧电磁阀断电,机械手放松,放松后,上升电磁阀通电,机械手上升,上升到极限时碰到极限位开关,上升电磁阀断电,上升停止;同时接通左移电磁阀,机械手左移;左移到原点时,碰到左极限开关,左移电磁阀断电,左移停止。至此,机械手经过八步动作完成一个循环。
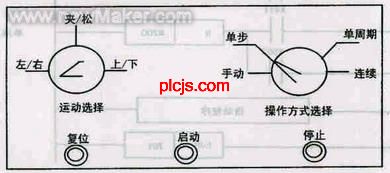
机械手的操作方式分为手动操作方式和自动操作方式。自动操作方式又分为单步、单周期和连续操作方式。 手动操作:就是用按钮操作,对机械手的每一种运动单独进行控制。例如:当选择上/下运动时,按下启动按钮,机械上升;按下停止按钮,机械手下降。当选择左/右运动时,按下启动按钮,机械手左移;按下停止按钮,机械手右移。当选择夹紧/放松运动时,按下启动按钮,机械手夹紧;按下停止按钮,机械手放松。 单步操作:每按一下启动按钮,机械手完成一步动作后自动停止。 单周期操作:机械手从原点开始,按下启动按钮,机械手自动完成一个周期的动作后停止。在工作中若按一下停止按钮,则机械手动作停止。重新启动时需用手动操作方式将机械手移回到原点,然后按一下启动按钮,机械手又开始重新单周期操作。 连续操作:机械手从原点开始,按一下启动按钮,机械手将自动地、连续地周期性循环。在工作中若按一下停止按钮,则机械手停止工作。重新启动时,必须用手动操作将机械手移回到原点,然后按下启动按钮,机械手又开始重新连续工作。在工作中若按下复位按钮,则机械手将继续完成一个周期的动作后,回到原点自动停止。 2用户所需输入/输出设备的确定 2.1输入设备——用于产生输入控制信号 本设计中输入设备应包括以下几种:①操作方式转换开关,该开关应有手动、单步、单周期、连续等四个位置可供选择。②手动时的运动选择开关。该开关应有上/下、左/右、夹紧/放松三个位置可供选择。③启动、停止及复位按钮。开关及按钮在操作屏上的布置如图3所示。④位置检测元件。机械手的动做是按行程原则进行控制的,其上限、下限、左限、右限的位置分别用限位开关来检测。
本设计中输出设备应包括下降电磁阀、上升电磁阀、左移电磁阀、右移电磁阀、夹紧电磁阀等部分。为了对机械手原点位置进行指示,还要配置一个原点指示灯。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 台达HMI&PLC在自动泡塑成型机中的应用 下一篇: 热转移贴标机自动化应用 |