| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-3-8 23:47:41 来源: 作者: 点击: | |
|
【摘要】 介绍了SIEMENS S7-200的特点及在单工位真空成型机系统应用中的优点。 【关键词】 PLC、触摸屏、PPI协议、扩展模块 一、概述 在冰箱生产线的设备中,单工位真空成型机系统使用非常普及,对每种不同的冰箱型号都要对工艺的参数和模具进行调整,随着PLC的国产化和成本的不断降低,PLC在工业生产线的节能及提高生产效率等主面起到日趋重要的作用。 针对单工位真空成型机控制系统的工作环境和节能性要求使用西门子S7-200系列PLC和人机电子公司的MT-500系列触摸屏组成的。 西门子S7-200系列PLC以非常高的可靠性和低成本优势成为工业生产现场控制器的首选。 它能适应现场环境强电磁干扰及高温度,高湿度的场合。 本系统核心采用西门子CPU226为模块,再加入O/I扩展模块EM223,EM222,及模拟量输入模块EM231,输出模块EM232组成。 CPU226模块有两个RS485接口,点对点接口(PPI)多点接口(MPI)PROFIBUS在使用上非常方便,一个可以用于触摸屏的控制,一个可以用于和其它公司模块之间的通迅。 人间介面采用触摸屏方式简单可靠,特别适用工业现场的复杂环境卫使用。通讯采用西门子特有的PPI协议使用RS485通迅线可靠通讯距离可以达到50米。 二、人机界面 1. 主界面介绍,如图1,开机进入系统主界面选择需要的工作方式。如选择自动工作模式,进入如图书2所示的界面,如选择调整界面或是选择手动界面系统就会进入相应的控制面版进入装模调试和手动复位工作。 2. 当系统进入自动运行控制面版后,可以通过位状态指示灯了解单工位真空成型机的运行情况,循环起动多功能按钮在不同的运行状态下可以,完成循环起动-----加热结束--------冷却结束,三种功能。 3. 自动工作循环动作顺序: 上料————按循环起动按钮————压边框快速下降————压边框慢速下降到位————上下加热板快速前进————上下加热板慢速前进到位————加热板开始加热————A:正常;设定加热时间到———————————— B:异常;板料下垂——光电保护开关—————— C:人工按(加热结束按钮)按钮———————— 上下加热板快速后退————上下加热板慢速后退到位—— 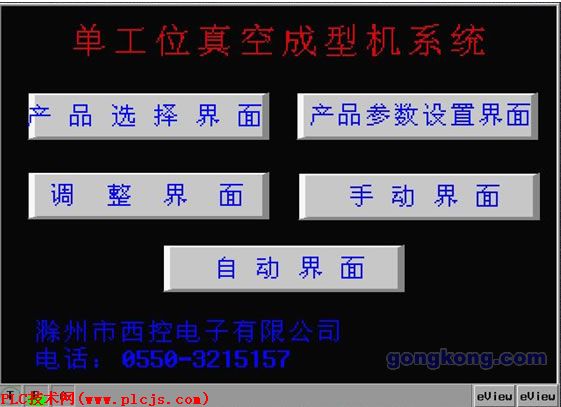 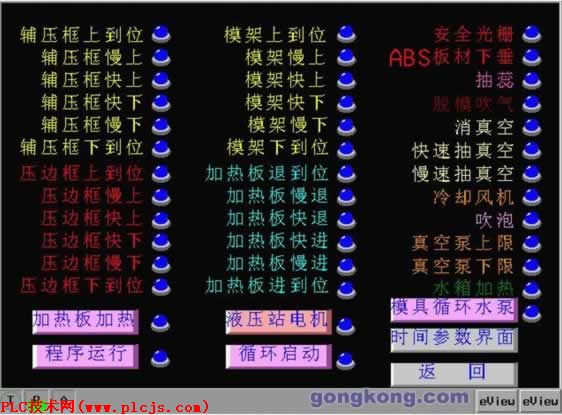  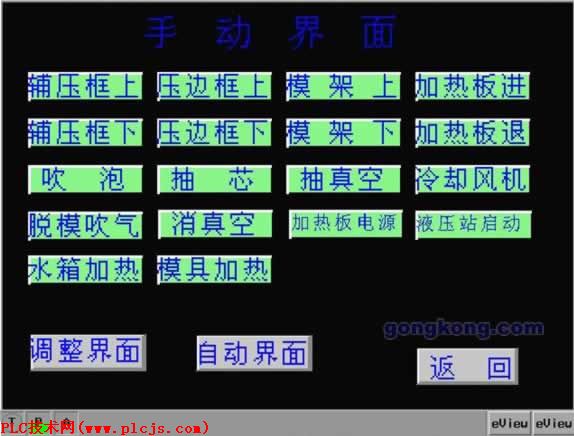 D:模架延时上———设定时间到——模架快速上行————模架慢速上行到位———— E:1次吹泡————设定时间到————2次吹泡————设定时间到———————— 慢速抽真空——设定时间到———快速抽真空————设定时间到————(选择辅压框) ,辅压框快速下降————辅压框慢速下降————保压——保压时间到————延时冷却——设定时间到————冷却风机开——设定时间到——风机停————消真空——设定时间到————脱模吹气——设定时间到——抽芯回,模架延时下——设定时间到————模架比例慢速下降到位————抽芯复位,同时压边框快速上升————压边框慢速上升————卸料, 一个工作循环结束。同时在执行动作时如发生意外可以按急停按钮,动作立即停止;所有动作在触摸屏界面上都有模拟显示。 4. 参数调整:通过触摸参数调整屏界面对生产工艺中的产品型号、动作时间设定、温度设定、压力和速度设定、加热板加热位置及加热功率百分比。 5. 图5;进入产品选择界面,根据需要选择符合和产品工艺对应产品后确认。  6.其它的参数调整进入对应的调整介面,根据产品的工艺卡要求进行调整。如图6,7,8。  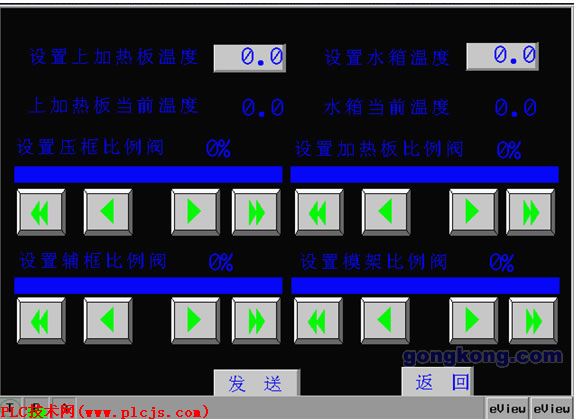 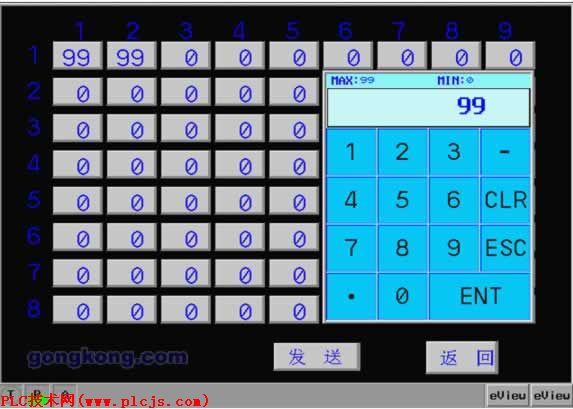 图9;自动模式中循环动作进度显示时间倒计时,及温度,比例阀开度显示窗口。 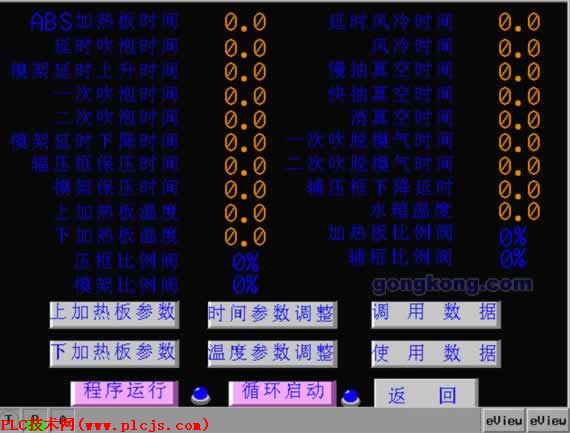 三、注意事项: 1, 实施接线时,务必关闭电源。 2, 控制柜电源必须采用符合标准的三相五线制供电,所有设备体上之接地端子务必正确的接地,可提高产品的安全性。 3, 交流电源不可连接于行程开关等信号端,否则可能造成严重的损坏,因此在通电前请再次确认接线是否正确。 4, 为了防止干扰,触摸屏与控制柜之间的连线请务必使用有被覆的屏蔽线,且不可与AC200V以上的回路并排走向。 四、PLC程序的编制: 西门子S7-200使用西门子的STEP 7-MicroWIN 进行方便快捷的编程,它可以在STL、梯形图、FBD逻辑方框图之间切换编程,丰富的指令集基本上可以满足中小型设备的应用。 部分程序图; 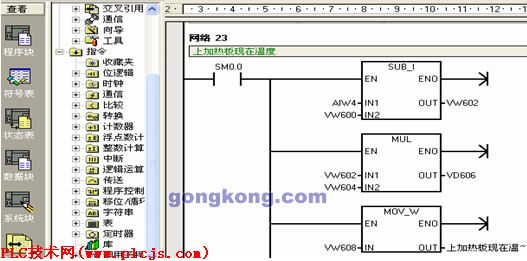 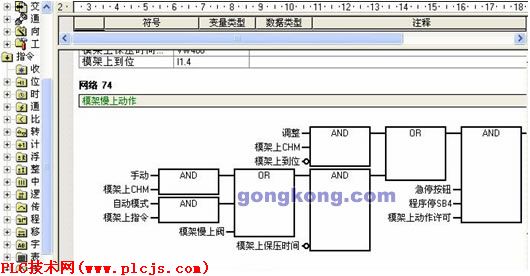 |
|
| 上一篇: CK6013数控车床改造方案 下一篇: 中达电通H4数控系统和台达PLC在佳瑞特刀具研磨机之项目应用方案 |