| |
|---|---|
| (点击题目可以 在互联 网中搜索该题 目的相关内容) 日期:2007-7-27 0:01:50 来源: 作者: 点击: | |
|
一、检测汽车空调工艺简介: 现况:用工人操作空调控制面板的按钮,来观察空调各个 门状态,检测时间长,工人容易漏检,操作复杂,顺序与时间很难控制。  二、工艺分析: 以上工人的劳动强度太大,能否用电脑来替代人脑,用PLC 的输出端来驱动自动空调的面板。从而达到自动控制的目的  操作工按自动空调面板按钮的顺序和时间如下: 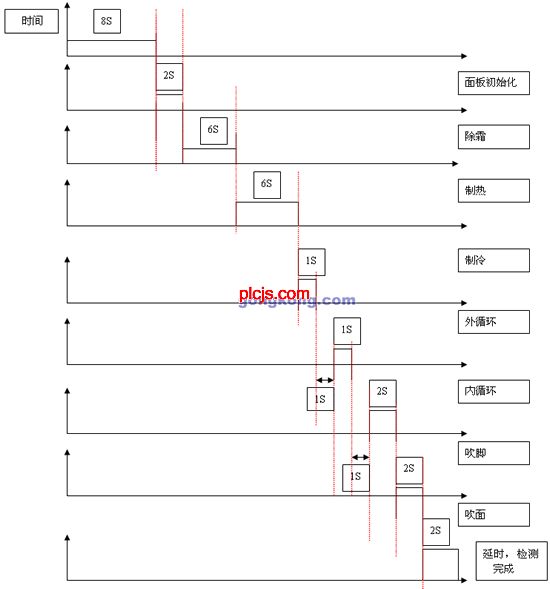 如用时间继电器来编程,相当麻烦,如果以一个时钟为基准,各个状态的时间值可以在OP370上的配方里根据产品的型号不同而更改,这样一来就方便多了。 三、时钟编码器的介绍: 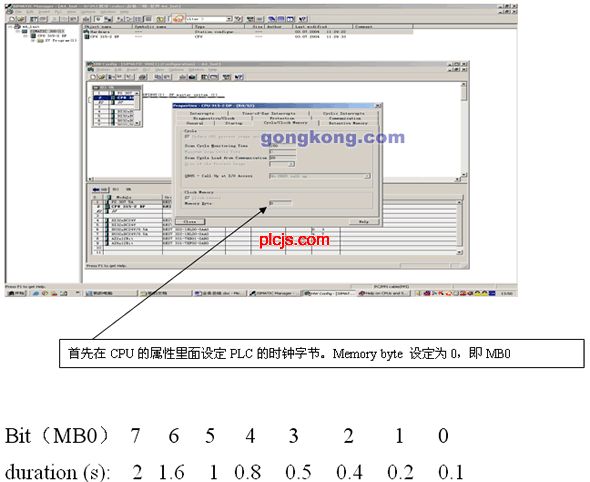 由上可知,M0.3代表0.5秒开, 0.5秒关。我们可以以M0.3为时钟来编一个编码器。 我现命MW98为时钟编码器。 在FC2块中程序如下: L auto_check enconder//(MW98) L 1 +I T auto_check enconder//(MW98) 另在OB1中调用FC2,程序如下: A Q 0.0 //表示电源开。 AN auto_check_finis//空调电检没有结束 A pu0.5sec //M0.3的上升沿 JCN M006 CALL auto_check encoder//FC2 M006: NOP 0 MW98的脉冲数值从0到空调电检结束为止,每个脉冲表示1秒钟。这样就可以按照工艺参数将编码器数值输入即可。例: A( L auto_check enconder L 0 //(DB2.dbw0)OP370的配方数据 >=I ) A( L auto_check enconder L 8 //(DB2.dbw2) OP370的配方数据 <=I ) = Q 4.0(表示从0秒到8秒空调面板初始化输出) 当电检结束后自动将MW98复位,准备下一个循环。 除霜,制热,制冷,外,内循环,吹面,吹脚依次类推。 杨义全13758321397 |
|
| 上一篇: 西门子产品在东风康明斯发动机装配自动线纠错系统中的应用 下一篇: 施耐德TXS系列PLC在神龙汽车公司在焊装车间车身底盘焊装夹具电气应用 |