| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-4-14 18:42:46 来源:佳工机电网 作者: 点击: | |
|
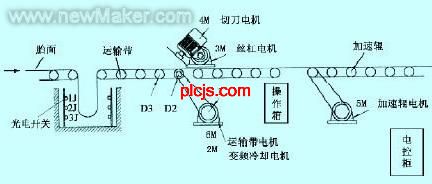
摘要:详细介绍了胎面裁断系统的工作过程,以及控制变量的确定、主要元件的选取和部分控制回路的设计图。 关键词:可编程控制器;P L C ;变频调速;胎面;裁断系统;自动控制 X J - 2 0 0 0 轮胎胎面压出设备是集橡胶胎面复合挤出、冷却、裁断于一身的大型生产线,由于该设备只能对胎面进行人工量长、手动切割,劳动强度大、工作效率低,我们决定对其进行技术改造,增加定长自动切割功能。改造后的控制系统采用P L C 和交流变频调速技术相结合的控制方式,具体叙述如下。 1 裁断系统的动作过程 胎面裁断系统结构简图如图1 所示。
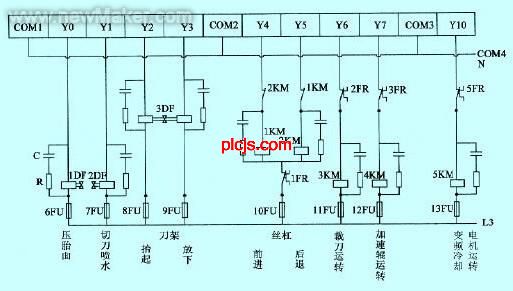
2 控制变量的确定 该控制系统包括运输带与胎面裁切前速度配合、各电机拖动电路、胎面运输带的运行控制、胎面长度预置与控制、丝杠与刀架动作控制、切刀喷水控制、压胎面装置控制及加速运输控制,但其关键是胎面长度的控制,那么胎面长度与哪些因素相关呢? 在系统示意图(图1 )中,假定:电机6 M 运转的角速度为ω,电机6 M 所连减速箱的齿轮减速比为z ,减速箱输出轴的半径为r1,滚筒与链条传动端轴半径为r2,滚筒的半径为r3。又设:某种规格胎面的长度为L ,光电编码器每转一圈的脉冲个数为g 。 那么,可以推导出一条胎面全部经过后,光电编码器脉冲总个数A 的关系式,A = L z r2g /(2 π r1r3)。一旦设备和光电编码器选定好后,z、r1、r2、r3、g 都是常数,设zr2g /(2 π r1r3)= k 则有A = k L ,把胎面长度L 看作一个自变量x ,那么脉冲总个数A 随胎面长度的变化可用函数关系式f (x )= k x 来表示。 从上式中可以看出,光电编码器的脉冲总个数与胎面长度成正比关系,即脉冲总个数只随胎面长度变化而变化,而与运输带的速度无关。因此就可以通过光电编码器的脉冲个数来实现胎面的长度控制。 3 主要元件的选取 (1 )可编程控制器:选择可编程控制器应考虑P L C 的类型、输入输出开关量、C P U 处理速度及输出接口电路的输出形式。该系统P L C输入量包括光电编码器计数;运输带与前级运输速度配合的1 J 、2 J 、3 J 光电开关信号;刀架限位的4 J ~ 7 J 接近开关信号;丝杠、裁刀、运输带、加速辊电源接点信号;各电机过载保护动作信号;胎面长度预置信号及系统启动、停止功能信号共4 0 个。输出量包括压胎面、喷水、刀架起落3 个电磁阀线圈动作信号(见图2 );各电机启动运行信号和指示信号;P L C 与变频器联络信号共2 5 个。考虑到P L C 输出需接电磁阀和接触器线圈,要求大电流输出,宜选择继电器输出型,这里选择三菱FX2-80MR 编程控制器。根据输出量和F X2- 8 0 M R 输出公共C O M 的关系,尚需配置一个8 点的输出模块F X - 8 Y E T。
本新闻共2页,当前在第1页1 2
|
|
| 上一篇: PLC在轮胎硫化机上的应用 下一篇: 基于CAN总线的客车轻便换档系统设计与实现 |