| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-6-25 22:12:08 来源:中国自动化网 作者: 点击: | |
|
摘要:介绍3200t/d低碱水泥熟料生产线(窑外分解技术)所采用的美国A-B ControlLogix5550 DCS控制系统的硬件配置、软件设计、主要控制功能及调试经验。 唐山冀东三友水泥有限公司3200t/d水泥熟料生产线于2001年3月破土动工,2002年3月20日机电设备安装完毕,3月28日点火,4月6日开始生产试运行。该条生产线的自动化控制系统由唐山冀东水泥有限股份公司自行设计。于2002年2月完成,4月进入系统调试,5月进入试生产阶段。 1 工艺及设备简介 该条生产线原料粉磨采用日本宇部株式会社制造生产的235t/h外循环式立磨。立式煤磨为沈阳重型机械有限公司制造生产,台时能力22t/h。篦冷机为德国BMH公司制造,采用液压传动,10台冷却风机均采用变频调速技术控制各室风量。窑煅烧系统的2台喂煤秤(窑头、分解炉)均采用了BMH制造的“科里奥利”秤,其技术先进,性能稳定。生产线除关键设备采用进口外,其余为国产设备。 2 自控系统的选型及配置 一般DCS系统多是侧重于多种PID运算、比值运算、串级调节等功能,考虑到该线自控系统开关量占I/O总量的75%以上,PID回路数占模拟量I/O的3%,因此,为节省投资,自控系统采用基于PLC的DCS控制系统。系统设备选用美国Allen-Brdley公司制造生产的ControlLogix5550系列产品,控制网络为A-B ControlNet。 2.1 软件 计算机操作系统采用Windows 2000中文版;组态、编程软件包括:用于程序开发的RSLogix5000;用于ControlNet管理的RSNetWorx;用于网络通讯的RSLinx;用于工作站画面设计的RSView 32(1500点),其它工具软件:AutoCAD2000、Excel、Word等。 2.2 硬件 鉴于水泥工业粉尘较大的特点,为保证DCS系统电器动作的可靠性,DI/DO模板均采用220VAC类型。AI模板主要类型为: 差分双端4~20mA型;热电阻(PT-100)型;热电偶(mV)型;称重(mV)模板4种类型。其中“称重型”模板为Allen-BrdleyOEM产品(加拿大生产),用于煤粉称重仓、原料均化称重仓计量转换(将mV/V信号变换为PLC系统接收的数字信号)。AO模板采用标准型,可组态为:4~20mA或1~5V及0~10V。 2.3 控制系统结构 主控系统(MCS)采用美国A-B ControlLogix5550控制器及相应的I/O配置。MCS共有6个本地机架及9个相应的远程机架,其主要功能是处理来自基础自动化系统及马达控制中心(MCC)、现场控制盘(LCP)、速度控制盘(SCP)、高压盘(Http)等高低压电气设备的DI/DO、AI/AO信号,并通过ControlNet网络进行信息交换,实现与上位工作站OMS1~OMS6的实时操作和监控(见图1)。 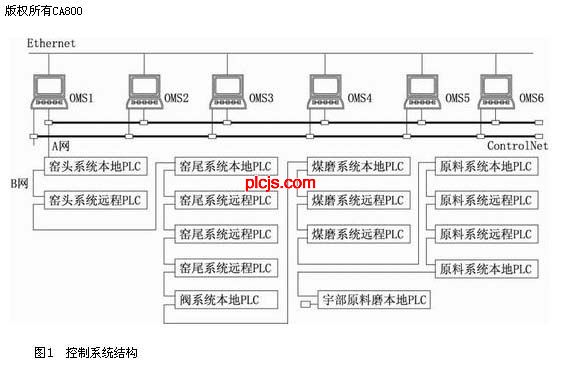 2.3.1 控制管理级 它是由中央控制室的6台操作站(1台兼用工程师站)组成,多台操作站用于全条水泥熟料生产线工艺过程的监视、操作、控制,各操作站之间可任意切换,并互为备用。 2.3.2 过程控制级 包括:原料粉磨控制站、煤粉制备控制站、烧成窑尾控制站、烧成窑头控制站,各站功能是实现对其所辖设备的顺序控制和过程控制。 2.3.3 网络通讯 控制网络为A-B ControlNet,采用Allen-Brdley同轴专用网线、冗余的双网(A/B)星型结构,速率为5Mbps,网络扫描时间设定为15ms。另外,6个操作站之间配有Ethernet网(100Mbps),用于系统开发、调试以及今后公司计算机信息管理网络的数据传输。 2.3.4 控制方式 自控系统采用的是“现场机旁优先方式”,该方式的优点是:操作灵活、便于检修。它既可以在“远程”方式的成组中控起动,又可以在检查或检修设备时,现场随时开停设备。 2.4 控制系统的组态 2.4.1 网络组态 1)网络预定的最多节点地址设置为25,实际为21; 2)网络的结构选择为冗余方式(A/B); |
|
| 上一篇: ABBi-bus®EIB/KNX智能建筑控制系统 下一篇: 富士电机FFA一体式电梯控制系统 |