| |
|---|---|
| (点击题目 可以在互 联 网中搜索该题 目的相关内容) 日期:2006-11-7 23:47:25 来源: 作者: 点击: | |
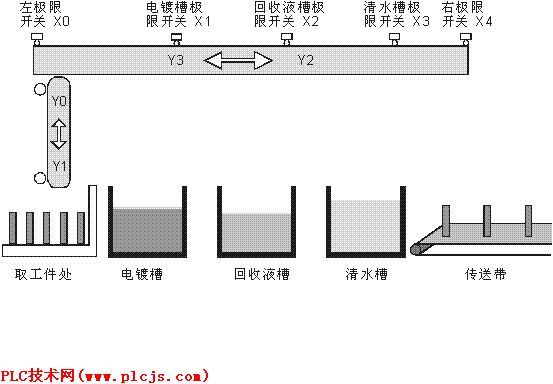  【动作要求】 电镀生产线采用专用行车,行车架上装有可升降的吊钩,吊钩上装有夹具,该夹具执行夹取、释放工件的动作。行车和吊钩各由一台电动机控制,行车进退和吊钩升降由极限开关控制,同时配置控制盘以供控制。 生产线定为三槽位,分别为电镀槽、回收液槽、清水槽。 【循环流程】 吊钩从取件处夹取未加工工件→将工件放入电镀槽,电镀280分钟→将工件提起并停留28秒→放入回收液浸泡30分钟→将工件提起并停留15秒→放入清水槽清洗30秒钟→将工件提起并停留15秒→将工件放入传送带,同时行车返回原点。 【运行模式】 手动操作:选择手动操作模式(X10=ON),然后用单个按钮(X20~X25)接通和切断相应的负载。 原点回归:选择原点回归模式(X11=ON),按下原点回归启动按钮,机构自动复归到原点。 1.自动运行:(单步运行/一次循环/连续运行) 2.单步运行:选择单步运行模式(X12=ON),每次按自动启动按钮,前进一个工序 一次循环:选择一次循环运行模式(X13=ON),在原点位置按下自动启动按钮,进行一次循环后在原点停止。中途按自动停止按钮,其动作停止,若再按启动按钮,在此位置继续动作到原点停止 3.连续运行:选择连续运行模式(X14=ON),在原点位置按自动启动按钮,开始连续运行。若按下停止按钮,则运转到原点位置后停止。 【控制程序】    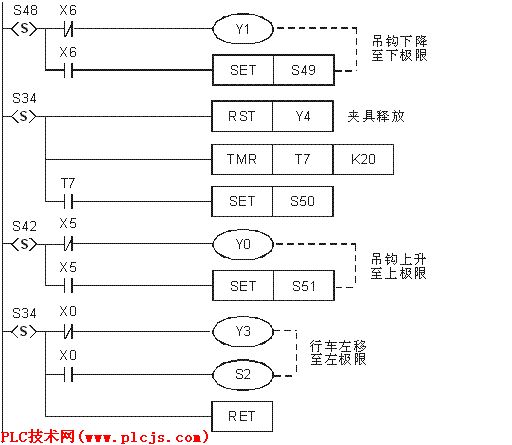 匿名回复: 由于元件比较多,所以I/O元件表没有上传。 匿名回复: 以上程序以PLC为例! 匿名回复: 谢谢!我会好好揣摩的, 我是刚接触PLC的小虾米,需要这些东西。谢谢你了。 希望你能多发些上来! 匿名回复: 兄弟: 写得不错,但是你没有真正应用步进指令,你只是把S0作为了普通的继电器了,真正用步进指令应该用到STL和SET,才叫步进。这只是我个人关点,有不敬之处,请原谅,谢谢!!! 匿名回复: 程序看来好像有点复杂了,用STL应该好一点 匿名回复: 而且你的传送带没有写进程序啊,没考虑进去吗? 而且请问你用的是什么PLC,西门子吗? 匿名回复: TO HQM: 程序中的符号" 请仔细看程序,会发现通常都是 TO 二聋戏猪: 我们用的是台达PLC. 匿名回复: 这不是用梯形图指令编写的吧? 匿名回复: 使用梯形图指令编写的,梯形图比较直观,难道你想看用指令编写的?那样一对指令堆在一起,如果没有注释,几乎没有人看得懂 匿名回复: 不错! 匿名回复: 哦,我也是用梯形图编写程序的 不过我是刚接触台达的PLC,所以问了一些幼稚的问题 匿名回复: 你以前好像一直在搞关于组态的项目?有用过西门子的Profibus组态吗? 匿名回复: 谢谢老工控的支持! 匿名回复: 不错.有收藏价值. 匿名回复: 本新闻共2页,当前在第1页1 2
|
|
|
上一篇: 台达PLC应用50问题集 下一篇: 台达PLC的几个应用问题 |