| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-3-20 18:43:49 来源: 作者: 点击: | |
|
本文介绍了台达小型PLCEH型应用于剑杆织机的主控电气控制系统,提出了国产化剑杆织机主控电气的一种解决方案,说明了PLC在织机设备上应用的广阔前景。 1 设计背景 从近几年的国际纺织机械展览会上可以看到: 国外著名的织机制造商,如日本津田驹工业株式会社和丰田公司、意大利的SOMET公司、比利时的PICANOL公司、瑞土的SULZERTEXTIL公司和STAUBLI公司等,机电一体化技术经过几十年的发展,各自形成了具有很高自动化水平的电气控制系统,普遍采用新型高速可靠的微机群或计算机系统和人机界面,具有自诊断和数据采集管理功能,实现电子选纬、电子多臂等控制。而国内的无梭织机其技术水平与国外差距较大,国产剑杆织机的产量很大,但使用的技术普遍是从国外八十年代的机型改进而来,大多采用商用微机,并且档次不一。近两年,中纺机、经纬纺机、聊城纺机、龙力机械和杭州精工等厂家都把PLC应用于剑杆织机的电气控制。本文就使用台达EHPLC为核心而构成的剑杆织机主控电气系统作一介绍。 2 剑杆织机自动化系统分析 通常剑杆织机电控部分分为电子送经、收卷和主控三部分.可见主控部分主要实现织布的功能,其控制对象主要包括主电机、多臂电机、寻纬电机、离合器等。 2.1点动 (1)点动的作用 ·调整滚轮梳位置 ·断经后重新开车准备 (2)点动流程 点动流程参见图1。 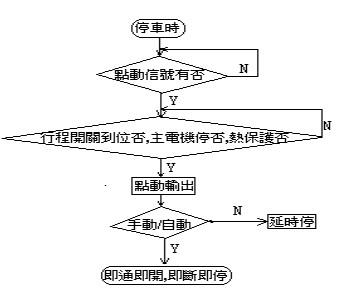 图1 点动流程图 2.2盘车 (1)盘车的作用:手动装布 (2)盘车流程图:盘车流程参见图2。 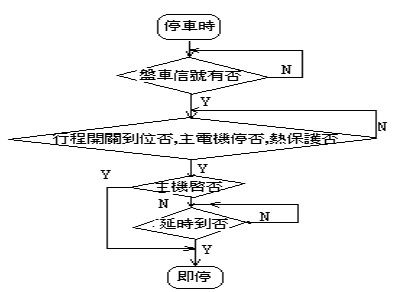 图2 盘车流程图 2.3正反寻纬 (1)正反寻纬作用: ·手动调整综框位置 ·手动调整行程开关位置 (2)正反寻纬流程:正反寻纬流程参见图3和图4。 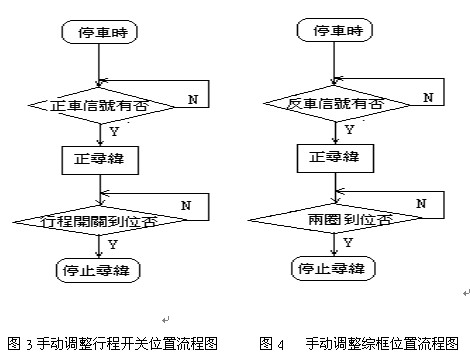 2.4开车 (1)开车作用:织布 (2)开车流程图:开车流程图参见图5。 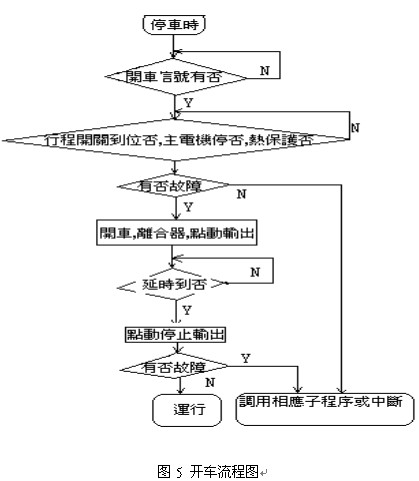 2.5正常停车(手动停车) 正常停车(手动停车)流程参见图6。 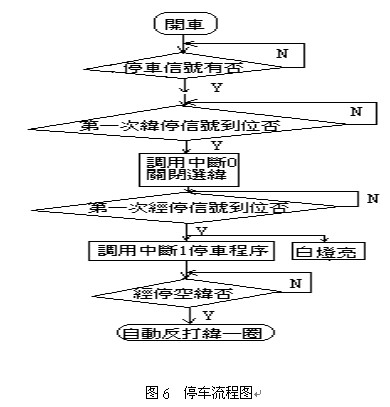 2.6纬停测控 (1)纬停原因:断纬 (2)纬停测控流程图:参见图7。 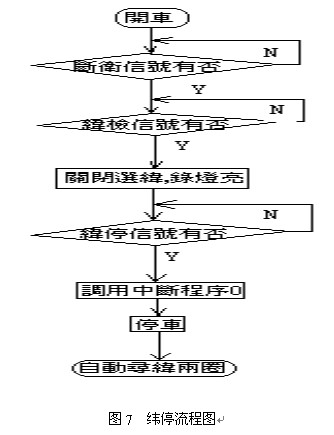 2.7经停测控 (1)经停原因:断经 (2)经停测控流程图:参见图8。 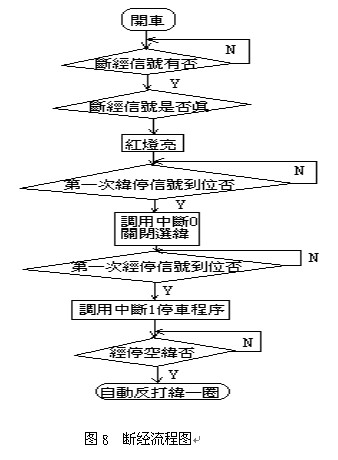 3 剑杆织机自动化系统设计 3.1 系统组成和特点 ( 1 )为了提高控制系统的可靠性,系统硬件以台达公司的DVPEH3200TPLC为核心,配置台达公司的TD220中文文本界面,参见图9。 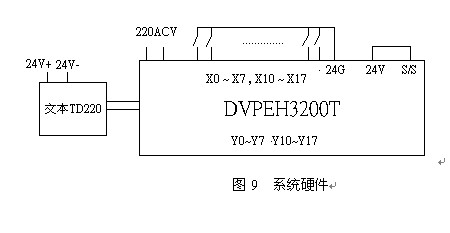 (2)I/O具体分配 X0 纬停 Y0 点动 X1 经停 Y1 离合器 X2 选纬 Y2 开车 X3 多臂保护 Y3 正车 X4 断纬 Y4 反车 X5 断经 Y5 红灯 |
|
| 上一篇: 西门子S7-200 PLC在棉纺细纱机电气控制系统的应用 下一篇: 施耐德 Micro PLC在紧密纺细纱机中的应用 |