点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
FA506细纱机性能优良、操作方便,机电一体化程度高,具备:纺纱参数设定、显示、纺纱过程自动控制、
定长落纱、锭子速度曲线控制等功能。可按设定条件对纺纱过程的锭速、牵伸倍数、细纱号数、捻度等进行计
算并自动显示,并依据机上各部分传感器自动协调控制。特别是定长落纱和自动落纱,大大降低操作者劳动强
度;锭子曲线控制提高了纱线的质量和保证了纱锭成型,提高了全机的产量。
一、系统概述
FA506细纱机电气控制系统具备了纺纱过程所需的自动开车、钢领板自动升降、中途停车后自动跟踪开车、
自动落纱、自动留头等功能外,还能设定显示纺丝的工艺参数,实现定长落纱和锭子速度曲线控制以及班产累
计等功能。电气控制系统包括:传动部分、数据检测部分、三自动检测部分、变频器锭子速度曲线控制、可编
程控制部分、TD200单元及数字通讯控制部分。
二、系统硬件
1.传动部分:
包括主电机、吸风电机、钢领板升降电机、自动润滑装置、自动清洁装置、变频器、落纱电源、各种开关
等。
2.数据检测部分;
该部分由主轴、前罗拉、后罗拉传感器组成。功能为自动检测纺纱过程中主轴、前后罗拉的运行数据,为
计算班产、锭速、牵伸倍数、细纱号数、捻度等工艺参数以及为锭子速度曲线控制提供数据。
3.三自动检测部分:
该部分由关主电机、下钢领板、刹车传感器构成。其作用为当落纱开始后能自动活位停车,自动留头,为
重新开车降低断头创造条件。
4.变频器锭子速度控制:
该部分由变频器、锭子传动部分、主电机构成。其作用是变频器依据PLC传输的锭子速度控制曲线自动
调整锭子运行,提高纱线质量和产量。
5.可编程控制器部分:
该部分由西门子S7216主机构成,完成全机开关量输入、数据检测以及计算和过程控制,实现纺纱过程
自动化和对机器运行情况进行监控。
6.丁D2fl6参数设定显示单元:
丁D2fl6与PLC之间以PPI协议通讯,完成纺纱过程工艺参数显示设定,可直接设定锭子运行曲线,实现
控制柔性化。
7.数字通讯部分:
该部分由PLC的Port6, Port1口、TD2fl6和变频M的RS485部分构成,Porto口与丁D200以PDI协议通讯完成参数
设定显示,Portl l I与变频器的RS485以自由II协议通讯完成锭了达行曲线控制,数字通信高精度、高可靠性和低成本极大地提高了机器性能比和市场竞争能力。

三、系统软件
FA506细纱机电气控制系统软件分为:控制部分、参数设定显示部分、计算采祥部分、数字通讯部分和锭
子运行曲线部分。
1.控制部分:
为软件主程序部分,主要依据系统开关量和传感器的输入完成纺纱过程自动控制。
2.参数设定显示部分:
主要依据丁D2fl5配置完成参数设定显示菜单,共计设计菜单画面44幅,完成总产、班产累计显示、换班
设定、锭子速度、前罗拉速度、牵伸倍数、捻度、千锭小时产量、细纱号数等参数显示,以及23幅参数设置
画面,可完成参数的设定、错误设置提示等功能,共编辑系统键5个共S组。其功能为:
F1:A班班产F2: B班班产F3: C班班产F4:D班班产
SHIFT+F1:总产显示SHIFT+F2:换斑设定
SHIFT+F3:参数显示SHIFT+F4:参数设定
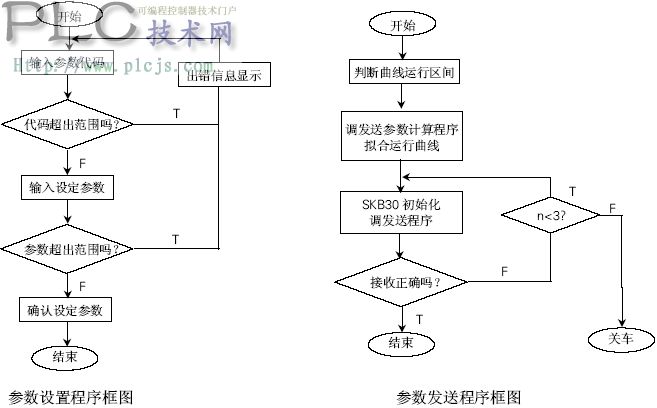
其中参数设定菜单程序结构框图如下。
3.计算采样部分:
主要依据主轴、前罗拉、后罗拉数据检测传感器采样结果以及设计参数完成系统计算,用以完成各类显示