| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-10-26 23:45:37 来源: 作者: 点击: | |
|
一、EPE珍珠棉发泡机工作原理 EPE珍珠棉发泡机是用于生产EPE珍珠棉片材的专用设备。它将DPE树脂融化后混以丁烷、滑石粉、抗收缩剂等其它添加剂,通过挤出机构挤出,并在模头和模唇部分发泡,最后经过风圈、定型圈冷却、延展为固定尺寸的珍珠棉片材,最后产品由收取辊卷取。 EPE珍珠棉发泡机主要有以下几部分组成: 1、进料段:进料段两端分别与机筒和减速箱连接,原料由此部分送入挤出机。包括料斗,螺杆,机筒,挤出机主电动机等部分,交流电机通过减速箱与主机螺杆连接。 2、塑化加热段:此部分装置了大功率加热圈,将将DPE树脂颗粒融化,并通过螺杆将融化后的树脂向前推进。 3、成型加热段:此部分装置了加热机构及冷却装置,将塑化的原料逐渐降温,直至通过螺杆将原料挤出,此外还包括丁烷泵和抗缩剂泵(甘油脂部分),抗缩剂泵以10~15Mpa(100~150mm/cm2)的压力将抗缩剂加热后送进机筒。丁烷泵和抗缩剂泵的进料部位设有单向阀,使原料不致反向倒流,以确保生产安全。 4、模头部分:融化了的原料从此部分挤出。原料一经过模唇就开始发泡。EPE珍珠棉片材的厚度取决于模唇和牵引速度。 5、定型鼓:EPE珍珠棉片材的宽度由此部分决定,通过风机在在此部分提供冷却空气。 6、牵引辊:由定型鼓延展开的片材进入此部分牵引,此时牵引速度应保持均衡,以保证片材质量。牵引辊装有变频调速的电动机,以便调整牵引速度。 7、转位式收料辊:此部分装有可定片材长度的计米器,当第一辊收卷长度达到设定要求时,可转180°第二辊开始收卷片材。 EPE发泡机工作流程如下:在机械准备就绪后,第一步是升温,脉宽调节加热环到最大功率功率输出,使料筒升温到设定温度,同时,给甘油脂锅加热到设定温度;第二步,开喂料电机,设定在低转速,同时按配方加注丁烷和甘油;第三步,降温,打开第二段料筒冷却水电动调节阀,使第二段料筒冷却到设定温度;第四步,调节模头开度及甘油脂量;第五步,生产,开主动牵引装置和收料机构,开始发泡生产;第六步,停加热系统、主电机、丁烷泵和甘油脂泵;第七步,停牵引系统和收料系统。 二、EPE珍珠棉发泡机控制系统解决方案 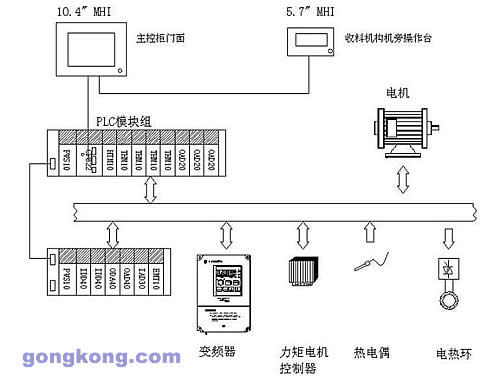 系统架构图 系统设置主/从两个触摸式人机界面,主界面安装在主控柜之门面上,从界面安装在收料机构之机旁操作台上。主从界面能够完成相同的工作,包括控制设置和参数设置。从机的数据来源于主机,当从机出现问故障时,主机可完全接替从机的工作。这样的设计是由于珍珠棉生产线一般较长,方面操作工人在两端就地操作,不需要走来走去。如果为了节省成本,可以考虑只用一个人机界面。 主电机采用变频控制,其速度可以在主/从触摸屏人机界面上设置。速度可多级调节,开机调试时低速运行,正常生产时高速运行,其速度的变化直接关联到牵引机构和收料机构。加热环由可控硅控制,其触发由PLC热电偶模块的PWM输出点控制,温度更加稳定平滑。 索引电机采用变频控制,其速度可以在主/从触摸屏人机界面上设置,可以和主电机按比例同步联动。收料机构以力矩电机为动力,电机的运行速度由力矩电机控制器控制,速度参数的给定来自于PLC模拟量输出点(4~20mA标准信号),在主/从人机界面上可以实时设定力矩电机的运行速度。 三、系统功能描述 1.自动控制功能 PLC按照自动控制所设置的流程,实现顺序开关机。 加热段:PLC根据设定温度,自动调节可控硅的输出脉宽,使料筒的温度波动小于1℃。 冷却段:PLC根据设定温度,自动调节冷却水阀开度,水阀开度采用PID控制,使冷却均匀平滑,响应速度快,料筒温度波动小于1℃。 设备变频联动:所有速度与喂料电机按比例同步关联,速度参数可以存取。 本新闻共2页,当前在第1页1 2
|
|
| 上一篇: Micro PLC在高速布铗丝光机控制系统的应用 下一篇: PLC在刺绣模具加工器(纤维机器)中的应用 |