点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
1 引言
传统的加热炉电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,使控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业生产。随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC控制技术所取代。而PLC本身优异的性能使基于PLC控制的温度控制系统变的经济高效稳定且维护方便。这种温度控制系统对改造传统的继电器控制系统有普遍性意义。
2 加热炉温度控制系统基本构成
加热炉温度控制系统基本构成入图1所示,它由PLC主控系统、移相触发模块整、流器SCR、加热炉、传感器等5个部分组成。该加热炉温度希望稳定在100℃工作(其它工作温度同样可以照此方法设计)。
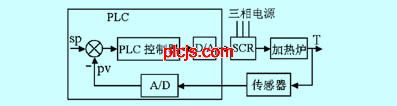
图1 加热炉温度控制系统基本组成
加热炉温度控制实现过程是:首先传感器将加热炉的温度转化为电压信号,PLC主控系统内部的A/D将送进来的电压信号转化为PLC可识别的数字量,然后PLC将系统给定的温度值与反馈回来的温度值进行处理,给移相触发模块,再给三相整流电路(SCR)一个触发脉冲(既控制脉冲),这样通过SCR的输出我们控制了加热炉电阻丝两端的电压,也既加热炉温度控制得到实现。其中PLC主控系统为加热炉温度控制系统的核心部分起重要作用。
3 PLC控制系统
3.1 PLC控制系统的硬件配置
在加热炉温度控制系统中PLC采用日本三菱公司FX2N,其硬件采用模块化设计,配合了多种特殊功能模块及功能扩展模块,可实现模拟量控制、位置控制等功能。该系列PLC可靠性高,抗干扰强、配置灵活、性价比高。本温度控制系统中PLC我们选择FX2N-48MR-001型,它与外部设备的连接如图2、表1所示。

图2 PLCI/O接线图
表1 PLC I/O地址分配表

3.2 流程设计
根据加热炉温度控制要求,本系统控制流程图如图3所示。

图3 加热炉控制流程图
3.3 控制算法
由于温度控制本身有一定的滞后性和惯性,这使系统控制出现动态误差。为了减小误差提高系统控制精度,采用PID控制算法,另外考虑到系统的控制对象,采用增量型PID算法。
△V(n)=U(n)-U(n-1)

+ [e(n)-2e(n-1)+e(n-2)]}=KP{△e(n)+
[e(n)-2e(n-1)+e(n-2)]}=KP{△e(n)+ e(n)+
e(n)+ [△e(n)-△e(n-1)]}
[△e(n)-△e(n-1)]}
式中e(n)、e(n-1)、e(n-2)为PID连续三次的偏差输入。△e(n)、△e(n-1)为系统连续两次执行的误差。KP为比例放大系数T、TI、TD分别为采样周期、积分时间、微分时间。
当加热炉刚启动加热时,由于测到的炉温为常温,sp-pv=△U为正值且较大,△U为PID调节器的输入,此时PID调节器中P起主要作用,使SCR为最大电压给加热炉加热。当加热炉温度达到100℃以上时,sp-pv=△U为负值,经PID调节,使SCR输出电压减小,加热炉温度降低。当温度正好达到100℃时,△U为零PID不调节,此时SCR输出的电压正好平衡加热炉消耗的热量,系统达到动态平衡。
3.4 K型热电偶分度电压拟合
(1)根据具体问题,确定拟合多项式的次数为n。
(2)由公式
Sk= (k=0,1,2, ……2n)
(k=0,1,2, ……2n)
tr= yi (r=0,1,2, ……n)
(r=0,1,2, ……n)
计数出Sk与Tr