施耐德QuantumPLC在安钢360m2烧结机自动控制系统中的应用 | ||
|---|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2007-10-14 21:52:22 来源:Control Engineering China 作者: 点击: | ||
|
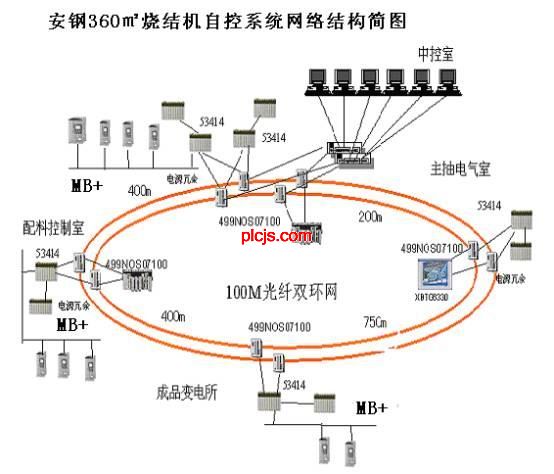
1 前言 系统由5台PLC、3个工程师站和10个监控站组成。基础控制层采用Quantum 140 系列PLC,PLC主站与分站之间采用远程I/O方式扩展。各PLC站通过网络通讯模板、交换机、TCP/IP工业以太网与工程师站或监控站可进行通讯,传输速率为100M pbs,传送介质为超五类屏蔽双绞线。系统具强大的数字量、模拟量及回路处理功能,具备模板化、体系结构可扩展的特点,包括CPU、I/O模板、I/O接口、通讯模板、电源和底板等。监控系统(HMI)采用Intellution公司的iFIX3.5监控软件,实现生产过程工艺流程及各参数的采集显示、报警、回路控制画面,历史数据存储及趋势图,报表等监控功能。操作系统为Windows 2000,编程软件采用Concept2.6,它支持5种IEC标准语言,系统提供了派生功能块(DFB),并可在Concept2.6应用程序中反复调用,如果一些特定的算法或逻辑控制需要改变,只需修改DFB功能块即可。
3 系统功能
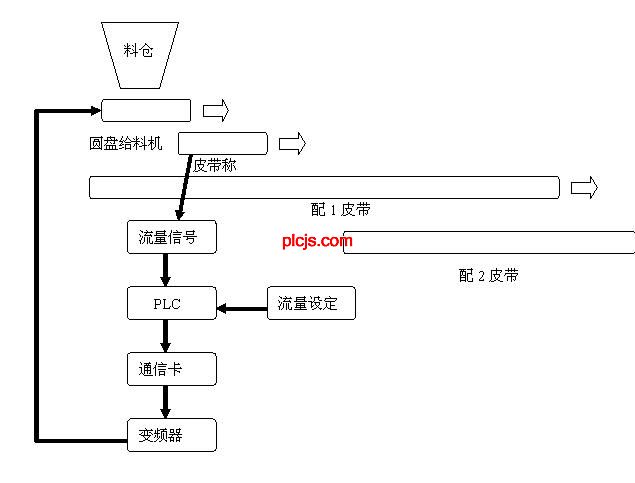
图2 在圆盘配料系统中,给料量主要由圆盘的转速决定,并且与圆盘的转速成线性比例关系。处于机旁手动操作方式时,操作工可手动调节操作箱上电位器来控制变频器频率,从而控制圆盘给料机的转速。处于自动运行方式时,中控室操作工可从上位监控机设定流量给PLC,同时电子皮带秤测出一个实际流量信号反馈回PLC参加PID运算,最后,得到一控制量,通过MB+网控制变频器,从而控制圆盘给料机的转速。达到控制物料流量的目的。配1、配2、混1等皮带机自动控制程序上做了严格的连锁控制,避免了下游设备故障停机引起上游皮带堆料问题。 本新闻共2页,当前在第1页1 2
|
||
| 上一篇: PLC陶瓷工业窑炉控制网络的组建与实践下一篇: Kinco智能伺服系统在烟机滤嘴棒发射器中的应用 |