点击【 大 中 小 】,可以选择字体的大小,以便你阅读.
1 自动控制系统概况
目前,自动控制系统主要分为集中型(中央)控制系统CCS(Center Control System)和集散型(分布)控制系统DCS(Distributed Control System)。集中型控制系统主要优点为:1)信息资源集中使用,易于管理,规范统一,避免了资源的重复建设。2)专业人员集中使用,有利于发挥他们的作用,便于组织人员培训和提高工作效率。3)信息资源利用率高,投入费用少,维护简单,一般多采用线型网络结构。4)系统安全措施实施方便。其不足之处是:1)随着系统规模的扩大和功能的提高,集中式系统的复杂性迅速增长,给管理、维护带来困难。2)对系统升级和技术发展的适用性差,应变能力弱。3)不利于发挥维护者在系统开发、维护、管理方面的能动性。4)系统比较脆弱,主机出现故障时可能使整个系统停止工作。
集散型控制系统的主要优点为:1)可以根据应用需要和存取方式来配置信息资源。2)有利于发挥维护者在系统开发、维护和信息资源管理方面的积极性和主动性,提高了系统对维护者需求变更的适用性和对环境的应变能力。3)系统扩展方便,系统建设可以采取逐步扩展网络结点的渐进方式,以合理使用系统开发资源。4)容错技术较好,网络上一个结点出现故障一般不会导致全系统瘫痪。其不足之处是:1)由于信息资源分散,系统开发、维护和管理的标准、规范不易统一。2)配置在不同地点的信息资源一般分属控制系统的各子系统,不同子系统之间在数据传输上不方便。3)安全保密措施弱。
目前网络选型一般根据如下原则:工业以太网EtherNet是为工业生产与管理应用而专门设计的,是一种遵循国际标准IEEE802.3的开放式、高性能的区域和单元级网络,其网速可高达100Mbps;它将自动化系统相互连接,而且还将自动化系统连接到服务器和工作站上。以太网具有速度快、可靠性好、可扩展性、覆盖范围广等特点。目前的以太网主要有3种类型:
1)同轴网络:最早的网络架构,通常为总线拓扑结构,网络速度为10Mbps。
2)双绞线网络TPN(Twinhy Perbola Net):中期发展的网络架构,主要是线型、星型拓扑结构,网络速度为10Mbps。
3)光纤网络FON(Fibre Optics Net):可以是线型、环型、星型拓扑结构,它以光缆为传输介质,通过光缆连接模块OLM(Optics Link Module)可以将网络配置范围控制在4.5km范围内,如果使用光交换模块OSM(Optics Sediment Module)则控制范围可达到150km。
2 我公司一线控制系统改造及优化设计
我公司一线4000t/d自动化生产控制系统原为日本东芝Tosline2000集中性控制系统,自1985年1月正式投产至2000年已运行15年,暴露出以下问题:厂商不再生产备件、单指令编程对维护工程师造成局限性;自控系统经常死机;系统程序时有丢失;系统内增加设备非常困难及系统传输速度较慢。以上这些问题给生产带来较大安全隐患。因此,在2000年1月我们与北京冶金自动化院合作,对窑、预热器、煤磨、篦冷机自控系统进行了系统改造,采用了美国ABControl Logix5550过程控制系统,它是基于集中型控制系统和集散型控制系统的中间产品;采用双绞线网络中的线型网络控制结构,其网络结构示意见图1。
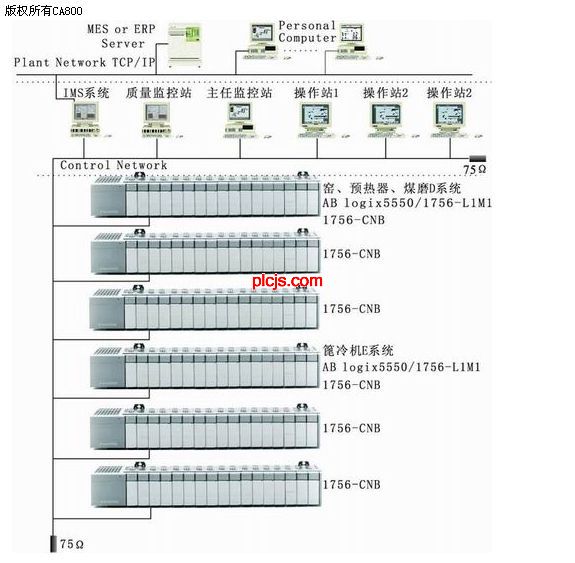
图1 改造后的自控系统网络
图1所示的网络结构中只有2个过程逻辑控制器LPCS(1756-L1M1),每个LPCS的扩展内存为512kb,而每个工作站又互相独立,这就要求每个CNB(Control Network Bus,控制网络总线)模板的质量绝对可靠;由于烧成D系统原设计中的许多设备是从篦冷机E系统起停的,这就产生如下瓶颈现象:1)当1个LPCS出故障时,WS(Worker Station工作站)发出的指令一直在寻址,当累计寻址超过扩展内存时,系统出现死机;2)由于AB公司程序结构设计的局限性,即应用程序为1个软件包,因此系统组态需全线停机。3)WS互相独立,安全性能较好,但上位修改较繁琐,1个上位参数的修改需对每台WS进行重复操作,维护人员的工作量相应增加。