| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-11-8 22:30:30 来源: 作者: 点击: | |
|
近年来,焊接机器人在我国汽车工业中得到了大量应用,每年有近千台的焊接机器人投入汽车生产中。除了汽车整装厂使用大量机器人焊接外,在汽车零部件工厂也有大量的应用,特别是在汽车底盘件的生产。由于底盘件是汽车的重要结构安全件,其焊接质量对汽车的安全性起决定作用,因此大都采用机器人来焊接。 机器人焊接生产线设备构成 该机器人焊接生产线主要用于轿车底盘件的左右控制臂总成、副车架总成、左右后拖曳臂总成的焊接,工件如图1,图2,图3所示。在选择生产线的设备时主要考虑以下几个方面: (1)满足生产纲领; (2)生产线具有很好的柔性; (3)焊接质量满足产品要求;  图1 副车架  图2 控制臂  图3 后拖曳臂 对于副车架总成的焊接,根据其焊缝的分布特点,采用双机器人同时对称施焊,可有效控制焊接时产生的扭曲变形。通过对三种工件总成焊接时焊缝数量、焊缝长度的统计,以及对焊缝分布特点的分析,结合机器人焊接的特点,为了满足单班制、251天,年产6万套/年的生产纲领,该机器人焊接生产线共由8套机器人焊接工作站组成。其中左右控制臂总成的焊接由4套单机器人焊接工作站完成,副车架总成的焊接由3套双机器人焊接工作站完成,左右后拖曳臂总成的焊接由一套双机器人焊接工作站完成。各机器人焊接工作站的焊缝数量及焊接节拍如表1所示。每个机器人焊接工作站都配置有焊枪清理器和一套头尾架焊接变位机,变位机可与机器人之间协调运动。  其中辅助时间包括机器人空行程时间、装卸件时间和焊枪清理时间。机器人空行程时间按照每条焊缝3s计算,装卸件时间和焊枪清理时间按30s计算。计算机器人的焊接时间时取机器人的焊接速度为8mm/s。 副车架机器人工作站布局图如下所示。 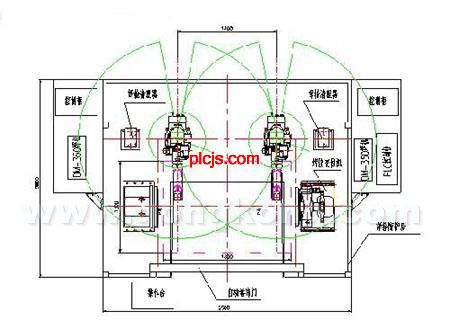
本新闻共2页,当前在第1页1 2
|
|
| 上一篇: 基于可编程控制器的循环流化床锅炉喷钙脱硫控制系统 下一篇: 基于SolidWorks的变型工艺设计系统的研究 |