| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2006-4-8 0:13:43 来源: 作者: 点击: | |
|
【摘要】 本文详细介绍白酒自动包装生产的工艺与控制过程;给出了以台达PLC和人机界面以及变频器的控制系统电路和具体程序流程; 一:控制系统工艺描述: 1.随着白酒产量的不断加大,原来的手动包装越来越不适应高速和多品种的白酒包装要求;客户提出需要自动调节生产线速度,在下游包装速度加快,或上游灌酒速度加快时自动变化生产线中关键工序压盖机的速度,从而使得系统平衡,不会出现在流水线中酒瓶堵瓶或空瓶的现象; 2.包装生产线一般包括:自动洗瓶,自动灌酒,自动压盖和封盖,自动贴标,自动分检,自动装箱;在整个系统中,自动压盖处于中间环节,其速度对于整个系统流畅影响最大,我们选择此环节进行控制,并且可以根据需要稍微改动,即可独立应用于其它环节! 二:根据客户要求的工艺,设计的控制程序如下 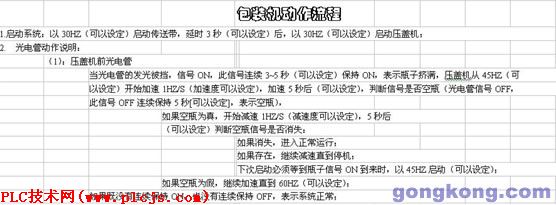 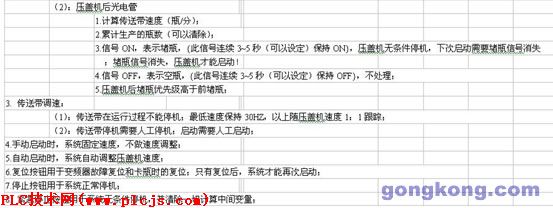 三:系统组件选择: 1.PLC 采用台达DVP32ES00R; 2.人机界面采用PWS1711CTN; 3.变频器采用VFD015A21A 4.传感器采用OMRON光电漫反射传感器,并且四只并联,以防止圆形酒瓶相临处得不到正确信号!如下图: 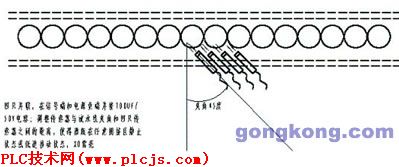 四:电路图如下: 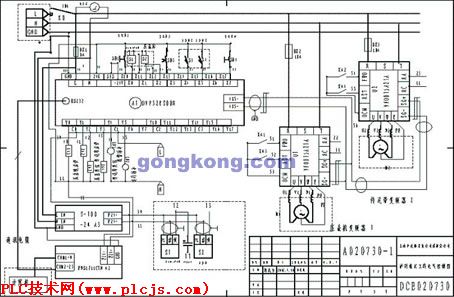 电路采用PLC以RS485通讯控制变频器的工作频率,而启停指令采用端子控制,这样可以提高通讯速度,保证控制的连续性; 变频器参数: 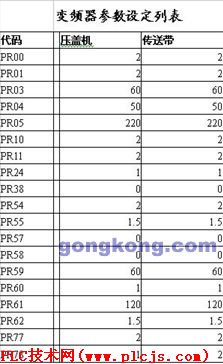 五:系统安装控制柜结构: 如下图: 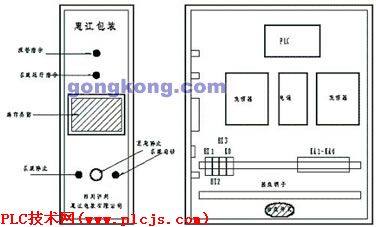 为进一步缩小体积,系统全部安装于一个控制箱,并嵌入生产线内部! 六:程序编写: 1.人机界面部分: 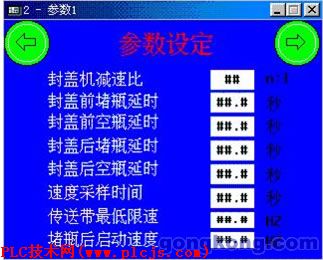 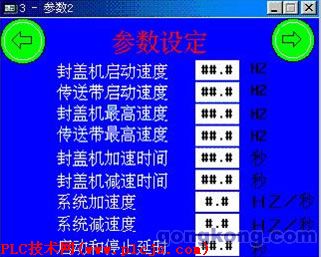    以上为主要界面; 2. PLC程序: 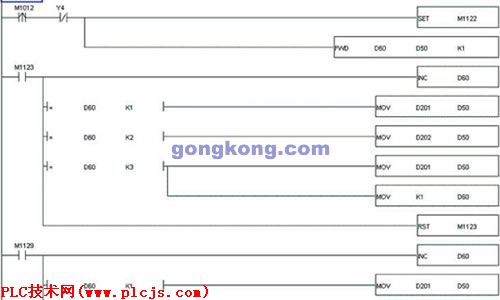 采用在M1123中增加地址的通讯方式可以大大提高通讯速度和可靠性! 七:安装调试和应用效果: 1.调试应注意抗干扰处理,尽可能采用屏蔽线连接现场的传感器; 2.传感器如太灵敏,可以在端口并联10-100UF电容; 3.目前此系统已经工作两月,客户反映造作灵活,稳定性很好;完全达到了控制目的! |
|
| 上一篇: 用PLC 对啤酒厂糖化车间过滤槽的控制 下一篇: 啤酒灌装、压盖机PLC控制系统的介绍 |