横河PLC在轮胎硫化机中的应用 | |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容)日期:2006-3-23 21:50:19 来源: 作者: 点击: | |
|
首先详细阐述了轮胎硫化机的工艺特点和控制要求,以及国内现行硫化机控制的一些常见问题,并对其进行了系统的分析。然后通过对横河FA-M3系列PLC的特点说明和分析,结合横河FA-M3系列PLC在轮胎硫化机中的实际应用,与现行PLC控制方式和效果进行了综合分析比较,从理论和实际两个方面深入剖析和论证了横河FA-M3系列PLC在轮胎硫化机控制上的特点,对国内现有轮胎硫化机控制具有很好的参考价值。 关键词: 硫化机;横河PLC;温度控制;高速控制 可编程逻辑控制器(PLC)在中国是九十年代快速发展起来的新一代工业控制装置,是自动控制、计算机和通信技术相结合的产物,在现代控制系统中,PLC已经成为最重要的基本控制单元之一,在工业控制领域中应用越来越广泛。 日本横河(YOKOGAWA)电机公司的FA-M3系列PLC是横河公司基于DCS技术基础经过多年专业研发于1992年推出的高性能产品,作为日本最大的工业控制集团,横河FA-M3系列PLC自诞生起便始终引领着日本PLC业界的发展潮流,短短几年便跃居日本中大型PLC市场占有率的第二位。 轮胎生产的过程中,轮胎在模型内部进行硫化时的压力和温度的变化直接影响轮胎的质量,随着我国汽车工业的发展,轮胎生产企业的不断增加,新建设的高速公路不断地投入使用,现实需要我们不断提高轮胎的质量。这就要求在轮胎进行硫化时,严格按照工艺规定的温度进行控制和监控,而PLC正是当前硫化机的首选控制器。 现代硫化机的基本要求:高质,高产,可靠长寿,高质---保证硫化质量,降低次品率;高产---在尽可能短的时间内完成硫化过程;可靠长寿---故障率低,使用寿命长,年维修费用少。 而现行硫化机面临的问题主要有: 一.高温高湿带来的可靠性不足:1)造成控制器运行不稳定,多故障,增加次品率及维护;2)缩短了使用寿命,增加备件费用。 硫化环境的高温高湿,加上腐蚀性(含硫)气体,超出一般PLC的许容范围。高温导致CPU异常,高湿加上腐蚀性(含硫)气体则使PLC线路腐蚀,造成停车故障,使生产停顿,增加备件及维修费用,损害机械,缩短使用寿命。很多轮胎厂实际控制柜(PLC+电脑)平均寿命约3年甚至更短。 而横河FA-M3系列PLC采用世界领先的横河DCS高可靠性技术,从以下三个方面解决上述问题。1)电路高集成优化设计:低功耗、少部件(如容性、感性元件)、少接点、长寿命部件的设计选材原则从结构上保证了高可靠性。2)安装散热铝板,保证高温运行。3)使用塑脂封装线路板,防腐防潮。 横河F3SP38型CPU的电路基板及三项技术措施示意图如下:  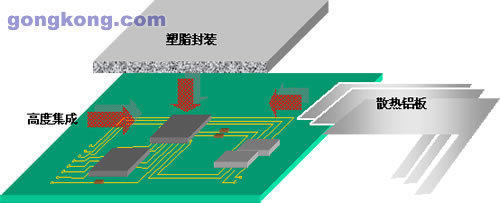 实践证明使用横河PLC后使硫化机具备极高抗环境能力,即使在夏季也能保证不停机,保证生产;减少故障率/废品率,降低维修成本;延长硫化机的运行使用寿命。 二.温度控制不良:1)温度检测分辨率不够使实际温度超过或低于工艺要求造成过硫或欠硫。2)温度控制响应慢导致升温时间过长,延长了硫化时间;3)硫化机外温升温时易超调、不稳定,外温发生扰动时温度控制器调整慢、易超调。 温度/压力/时间被称为硫化的三要素, 其中尤以温度控制为关键且较复杂。衡量温控好坏主要看恒温特性和追从特性(实时性)。恒温特性:硫化过程通常要求热板和胶囊保持170度左右的高温,误差要求在±2度内。温度过高会“烤糊”轮胎, 温度过低则会发生欠硫。如果使用温控精度不足, 会造成实际温度超过范围而不被控制, 从而影响轮胎质量。追从特性:硫化过程需要在启动加热和发生温度偏差时能以最短时间达到170度的恒温状态。温控性能不足会使响应变慢, 延长升温时间, 同时在温度出现扰动时不能及时调整造成轮胎质量不稳定。 |
|
| 上一篇: KDN-K3系列PLC改造热缩包装机下一篇: 可编程控制器在客车整车喷烤漆房的应用 |