| |
|---|---|
| (点击题目可以在互联网中搜索该题目的相关内容) 日期:2007-10-18 21:52:48 来源: 作者: 点击: | |
|
◆项目名称: 《广州本田汽车总装线信息处理系统》 ◆软件名称:HX-2000 ◆硬件选用:联想主机、日本三菱PLC、日本三菱通讯接口组件RS232-BD、天亿LED显示屏 将整个总装线的信息通过专用协议送入三菱PLC中,在三菱PLC进行分析、处理,以得出相关的信息数据,并制作一套专用通讯协议,将数据返还给商业主机PC,并由商业主机通过另一串口组成485网络将数据送给LED显示屏显示。 显示屏的滚动标语、产量、日期数据可由显示屏系统配套软件修改、校正,在装配生产线出现故障时,显示屏自动切换到故障信息的报警。 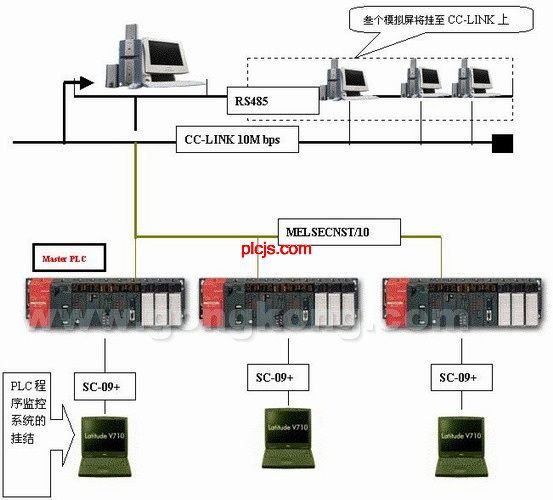 信息LED显示屏系统方案 一、系统方案总则与实施 1)本系统显示屏的工作环境为工业现场,需避干扰,避金属尘埃,避震动,避高温,因此一般厂商的显示屏、计算机都很难适应,也很难取得稳定的效果,故障率达运行时间的10%,为此,我公司将采用独特的现场噪声处理与控制软件技术,以达到完全的效果,故障率几乎为零,保证了生产信息的正常显示。 2)本公司对显示屏的集成严格把关,主要硬件全部采用进口,保证质量,是系统稳定的前提。 3)由于本次的故障点多达150个,又有三个下位控制器(PLC),因此,不能再以实线连接来反应故障数据类型,为此,将系统组成3个网段,实现网络数据共享 1-------总装线下位控制MELSECNET/10网络系统 2------ PC主机与LED1#RS485传输系统 3-------PC主机下位控制主站2#RS485传输系统。 实现真正意义上的管理与生产的隔离,避免车间的高频杂波信号引入系统而影响LED显示屏的的稳定!!!不影响主机在内部局域网中共享总厂数据,使系统100%稳定可靠 LED故障信息显示屏解决方案。 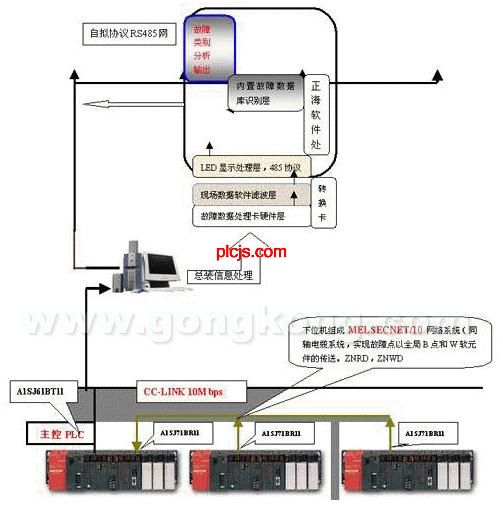 模拟屏监控系统方案 一:系统方案总则与实施 1) 实时模拟输送链运行状态,提示故障发生信息,生产量,统计各生产段产量,故障日报可显示并记录故障原因,发生时间,时间长度,发生次数,急停的发生时间及长度,各工段当前生产量及故障、急停、停机时间等信息可自动生存日报表,月报表,可保存,查寻,编辑,打印。 2)数据的传送挂结到CC-LINK网上,从MELSENET/10主站上获取开关点信息 3)终端综合操作台现场采用工业PC,维修车间内、办公室均采用普通PC, 4)终端软件按工艺要求与技术要求制作通讯画面 二:模拟屏解决方案结构图 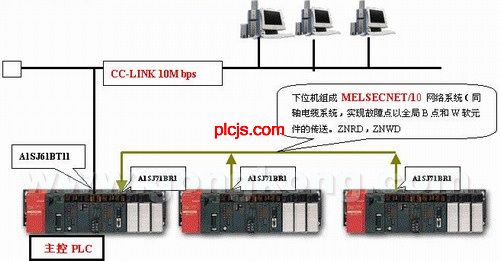 PLC程序监控系统方案 一、系统方案总则与实施 1)实时修改PLC程序,监控I/O点的状态并处理输送链系统故障 2)车间内PC通过CC-LINK对各分站进行程序监控 二:PLC程序监控系统解决方案图 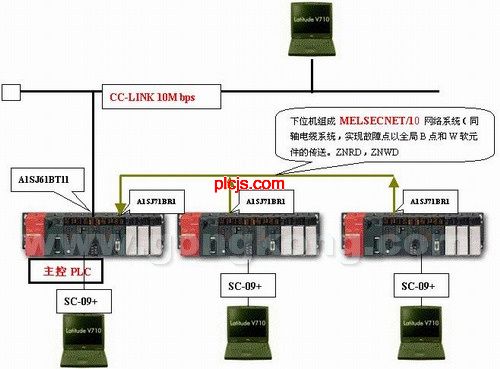 |
|
| 上一篇: 三菱PLC及网络应用于汽车总装线系统 下一篇: 机械式ABS和电子式ABS的区别 |